Programming manual.
CNC 8070
6.
TECHNOLOGICAL FUNCTIONS
Feedrate related functions
·102·
(REF: 1709)
6.2.3 Constant feedrate mode (G197/G196)
With these functions, it is possible to choose whether the feedrate at the tool center is
maintained constant while machining or the feedrate at the cutting edge so when working
with tool radius compensation, the programmed "F" corresponds to the contact point
between the part and the tool.
Programming
The functions related to the feedrate type are:
G197 Constant tool center feedrate.
G196 Constant cutting point feedrate.
These functions may be programmed anywhere in the program and they don't have to go
alone in the block.
G197
Constant tool center feedrate
After executing G197, the CNC interprets that the programmed "F" corresponds to the tool
center. This means that the feedrate at the cutting point increases on inside arcs and
decreases on outside arcs.
G196
Constant cutting point feedrate
After executing G196, the CNC interprets that the programmed "F" corresponds to the
contact point between the tool and the part. This results in a uniform part surface even on
arcs.
Minimum radius for applying constant feedrate
Using the instruction "#TANGFEED RMIN [<radius>]" a minimum radius may be set so that
constant tangential feedrate is only applied on those arcs whose radius is bigger than the
minimum set. If it is not programmed or it is set to zero, the CNC will apply constant tangential
feedrate on all the arcs.
The minimum radius is applied from the next motion block on and it keeps its value after
executing G197.
Properties of the functions
Functions G197 and G196 are modal and incompatible with each other.
On power-up, after executing an M02 or M30, and after an EMERGENCY or RESET, the
CNC assumes function G197.
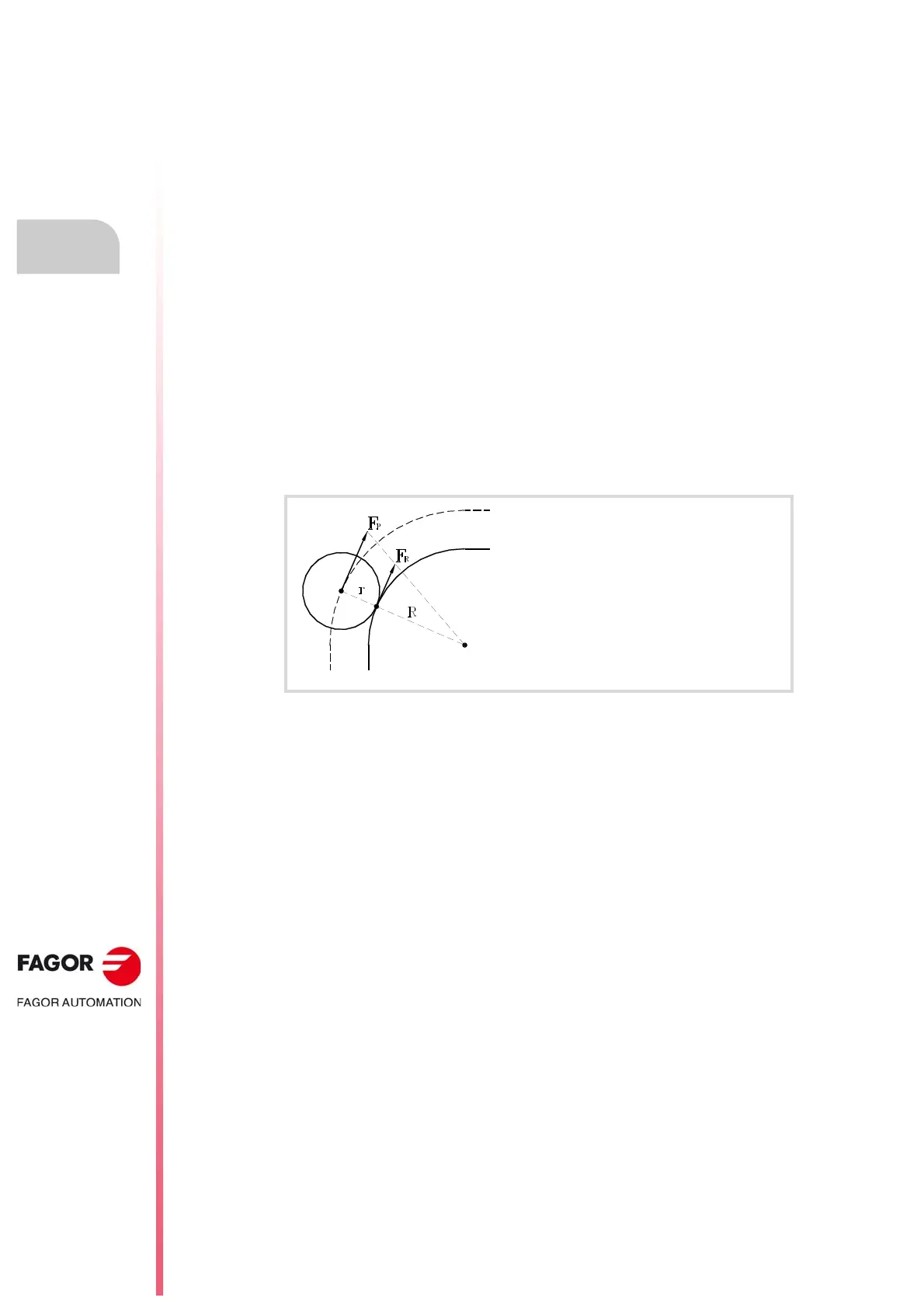
Constant cutting point feedrate:
Where:
F
P
Programmed feedrate.
R Path radius.
r Tool radius.