Programming manual.
CNC 8070
ORIGIN SELECTION
5.
Fixture offset
·85·
(REF: 1709)
5.3 Fixture offset
With fixture offsets, it is possible to select the fixture system to be used (when having more
than one fixture). When applying a new fixture offset, the CNC assumes the point set by the
new selected fixture as the new fixture zero.
Definition
In order to apply a fixture offset, it must have been previously set. To do that, the CNC has
a table where the operator may define up to 10 different fixture offsets. The table data may
be defined:
• Manually from the CNC's front panel (as described in the Operating Manual).
• By program, assigning the corresponding value (of the "n" offset and of the "Xn" axis)
to the "V.A.FIXT[n].Xn" variable.
Activation
Once the fixture offsets have been defined in the table, they may be activated via program
by assigning to the "V.G.FIX" variable, the offset number to be applied.
Only one fixture offset may be active at a time; therefore, when applying a fixture offset, it
will cancel the previous one. Assigning a value of "V.G.FIX=0" will cancel the active fixture
offset.
Considerations
A fixture offset, by itself, does not cause any axis movement.
Properties
On power-up, the CNC assumes the fixture offset that was active when the CNC was turned
off. On the other hand, the fixture offset is neither affected by functions M02 and M30 nor
by RESETTING the CNC.
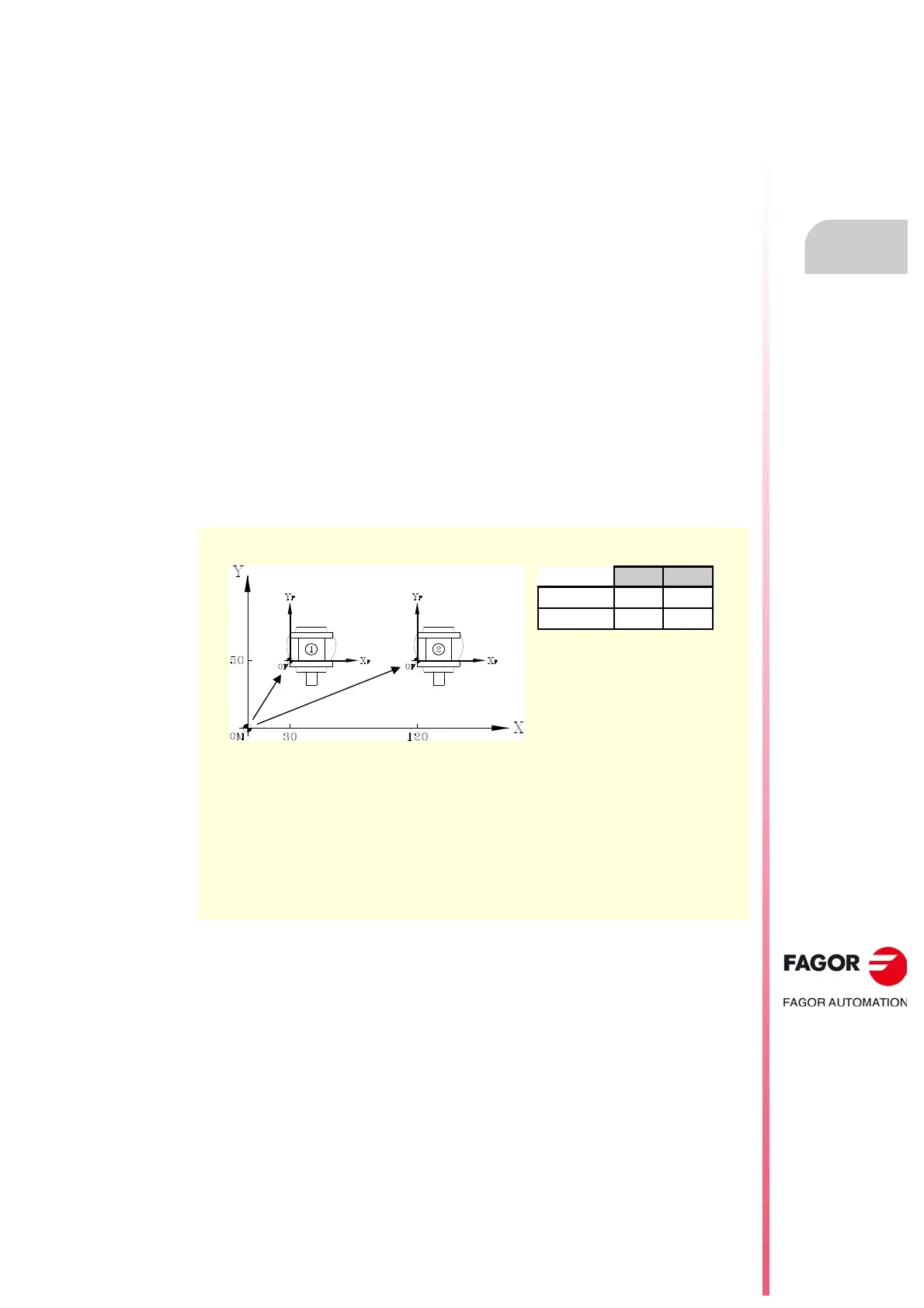
N100 V.A.FIXT[1].X=30 V.A.FIXT[1].Y=50
N110 V.A.FIXT[2].X=120 V.A.FIXT[2].Y=50
...
N200 V.G.FIX=1 (It applies the first fixture offset)
N210 ... (Programming at fixture 1)
N300 V.G.FIX=2 (It applies the first fixture offset)
N310 ... (Programming at fixture 2)
N400 V.G.FIX=0 (Cancel fixture offset. No fixture system is active)
X Y
V.G.FIX=1
30 50
V.G.FIX=2
120 50
Fixture offset value on milling machine.