Programming manual.
CNC 8070
ORIGIN SELECTION
5.
Zero offsets (G54-G59/G159)
·87·
(REF: 1709)
5.5 Zero offsets (G54-G59/G159)
The zero offsets may be used to set the part zero at different positions of the machine. When
applying a zero offset, the CNC assumes as the new part zero the point defined by the
selected zero offset.
Defining zero offsets.
In order to apply a zero offset, it must have been previously defined. To do that, the CNC
has a table where the operator may define up to 99 different zero offsets. The table data may
be defined manually (as described in the operating manual) or via program (using variables).
The OEM may have configured the zero offset table in one of the following ways (machine
parameter FINEORG).
• Each zero offset has a single value. When executing function G159, the CNC assumes
this value as the new zero offset.
• Each zero offset has a coarse (or absolute) value and a fine (or incremental) value. When
executing function G159, the CNC assumes as new zero offset the sum of both parts.
Activating a zero offset.
Once the zero offsets have been defined in the table, they may be activated via program by
programming function G59 followed by the offset number to be activated.
The first six zero offsets of the table can also be applied using functions G54 through G59;
G54 for the first one (same as G159=1), G55 for the second one (same as G159=2) and so
on.
G159=2 The CNC applies the second zero offset.
G159=11 The CNC applies the 11th zero offset.
G54 The CNC applies the first zero offset (G159=1).
G59 The CNC applies the sixth zero offset (G159=6).
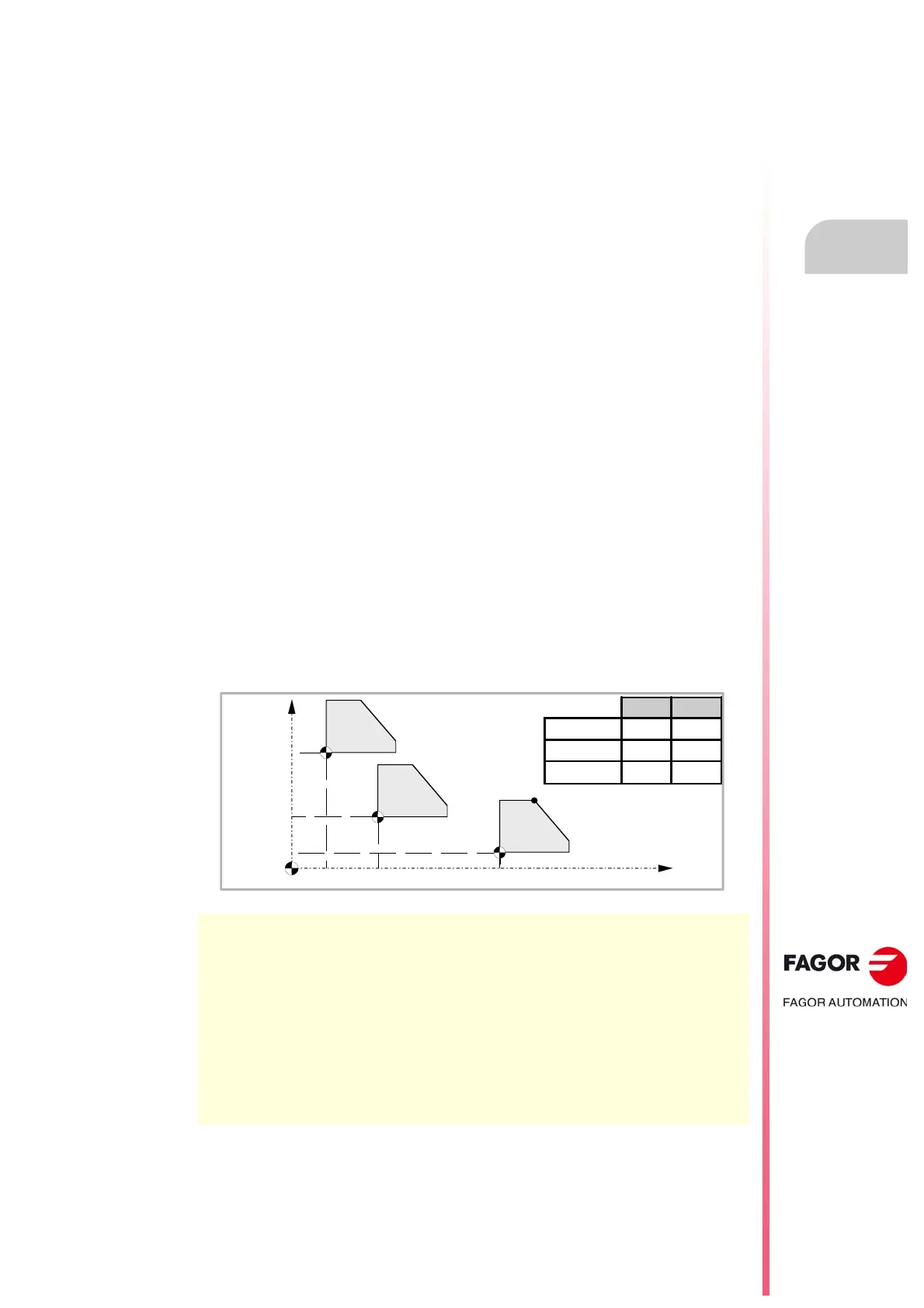
N100 V.A.ORGT[1].X=20 V.A.ORGT[1].Y=70
N110 V.A.ORGT[2].X=50 V.A.ORGT[2].Y=30
N100 V.A.ORGT[3].X=120 V.A.ORGT[3].Y=10
...
N100 G54
(It applies the first zero offset)
N200 G159=2
(It applies the second zero offset)
N300 G56 X20 Y30
(It applies the third zero offset)
(The axes move to point X20 Y30 (point P1) referred to the third origin)
Y
X
70
10
30
20
50
120
Ow
Ow
Ow
G54
G55
G56
P1
O
M
X Y
G54 (G159=1)
20 70
G55 (G159=2)
50 30
G56 (G159=3)
120 10