Programming manual.
CNC 8070
5.
ORIGIN SELECTION
Zero offsets (G54-G59/G159)
·88·
(REF: 1709)
Only one zero offset may be active at a time; therefore, when applying a zero offset, the
previous one will be canceled. When programming G53, the zero offset currently active will
be canceled.
The function corresponding to the selected zero offset may be programmed in any block of
the program. When added to a block with path information, the zero offset will be applied
before executing the programmed movement.
Considerations
A zero offset, by itself, does not cause any axis movement.
When homing an axis in JOG mode, the absolute zero offset for that axis is canceled.
Properties of the functions
Functions G54, G55, G56, G57, G58, G59 and G159 are modal and incompatible with each
other and with G53 and G92.
On power-up, the CNC assumes the zero offset that was active when the CNC was turned
off. On the other hand, the zero offset is neither affected by functions M02 and M30 nor by
RESETTING the CNC.
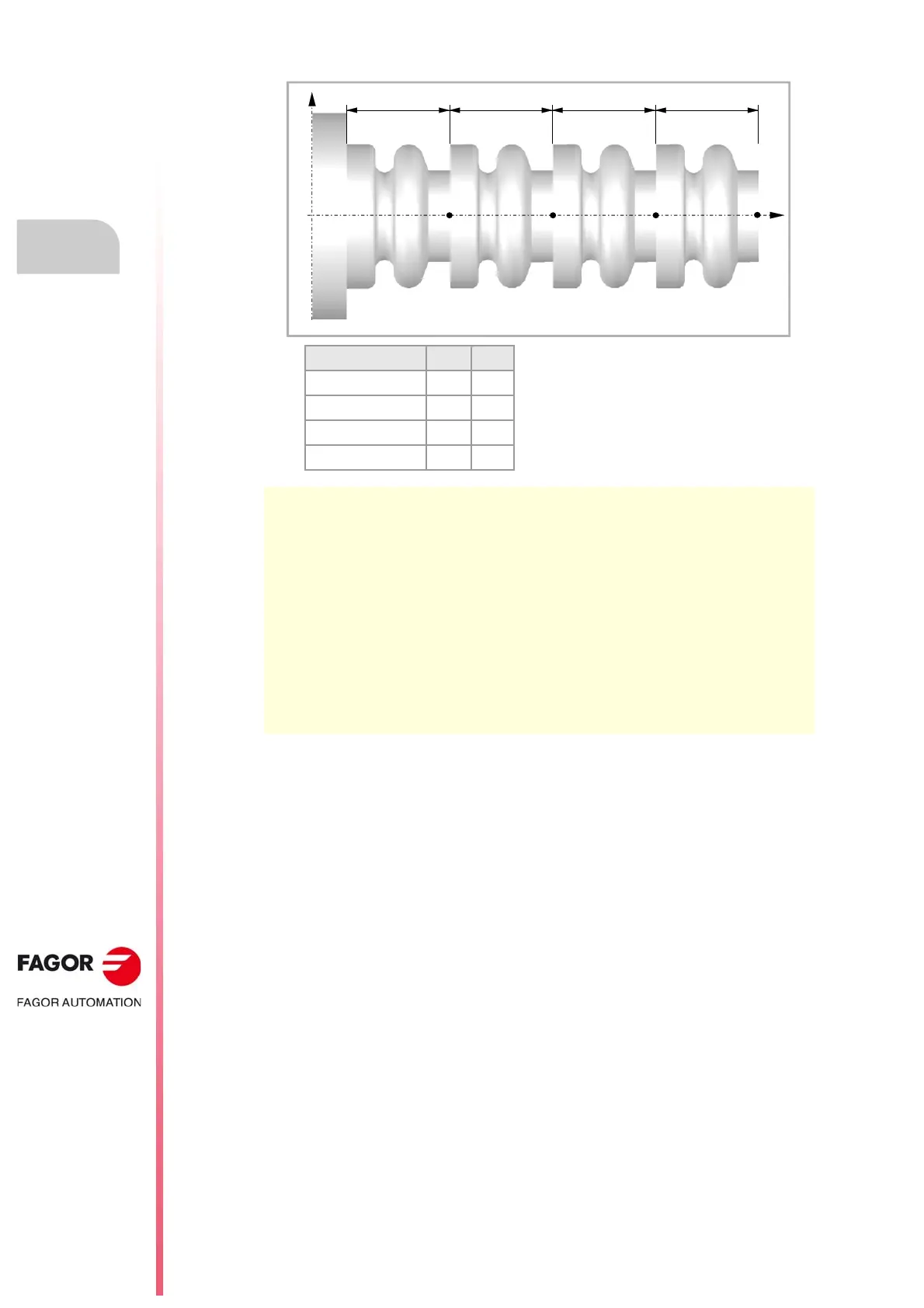
N100 V.A.ORGT[1].X=0 V.A.ORGT[1].Z=420
N110 V.A.ORGT[2].X=0 V.A.ORGT[2].Z=330
N100 V.A.ORGT[3].X=0 V.A.ORGT[3].Z=240
N100 V.A.ORGT[4].X=0 V.A.ORGT[3].Z=150
N100 G54 (It applies the first absolute zero offset)
··· (Machining of profile A1)
N200 G55 (It applies the second absolute zero offset)
··· (Machining of profile A2)
N300 G56 (It applies the third absolute zero offset)
··· (Machining of profile A3)
N200 G56 (It applies the fourth absolute zero offset)
··· (Machining of profile A4)
X Z
G54 (G159=1) 0 420
G55 (G159=2) 0 330
G56 (G159=3) 0 240
G57 (G159=4) 0 150
X
Z
90 9090
150 240 330
A2A3A4
90
A1
420
G54G55G56G57