Programming manual.
CNC 8070
PATH CONTROL.
8.
Circular interpolation (G02/G03).
·151·
(REF: 1709)
8.3.3 Cartesian coordinates (arc radius pre-programming) (G263).
The arc is defined by programming function G02 or G03 followed by the coordinates of the
arc's end point. The arc radius is programmed in an earlier block, using function G263 or
the command "R1".
Programming format.
The programming format is the following; the arguments appear between curly brackets and
the optional ones, between angle brackets.
G263={radius}
R1={radius}
G02/G03 X..C{end_point}
Arc radius.
The radius value is programmed in the same block or in one before the definition of the
circular interpolation. Both ways of defining the radius (G263 or R1) are equivalent. The CNC
keeps the radius value until a circular interpolation is programmed by defining the center
coordinates or a movement is programmed in polar coordinates.
Programming examples.
X..C{end_point} End point of the arc.
Units: Millimeters, inches or degrees.
{radius} Optional. Radius of the arc.
Units: mm or inches.
G263=25
G02 X50 Y0
R1=-33
G03 X88.32 Y12.34
The following examples will make semicircles with a radius of 50.
N10 G01 G90 X0 Y0 F500
N20 G263=50
N30 G02 X100
;------------------------------------------
N10 G01 G90 X0 Y0
N20 G02 G263=50
N30 X100
;------------------------------------------
N10 G01 G90 X0 Y0 F450
N20 G01 R1=50
N30 G02 X100
;------------------------------------------
N10 G01 G90 X0 Y0
N20 G02 R1=50
N30 X100
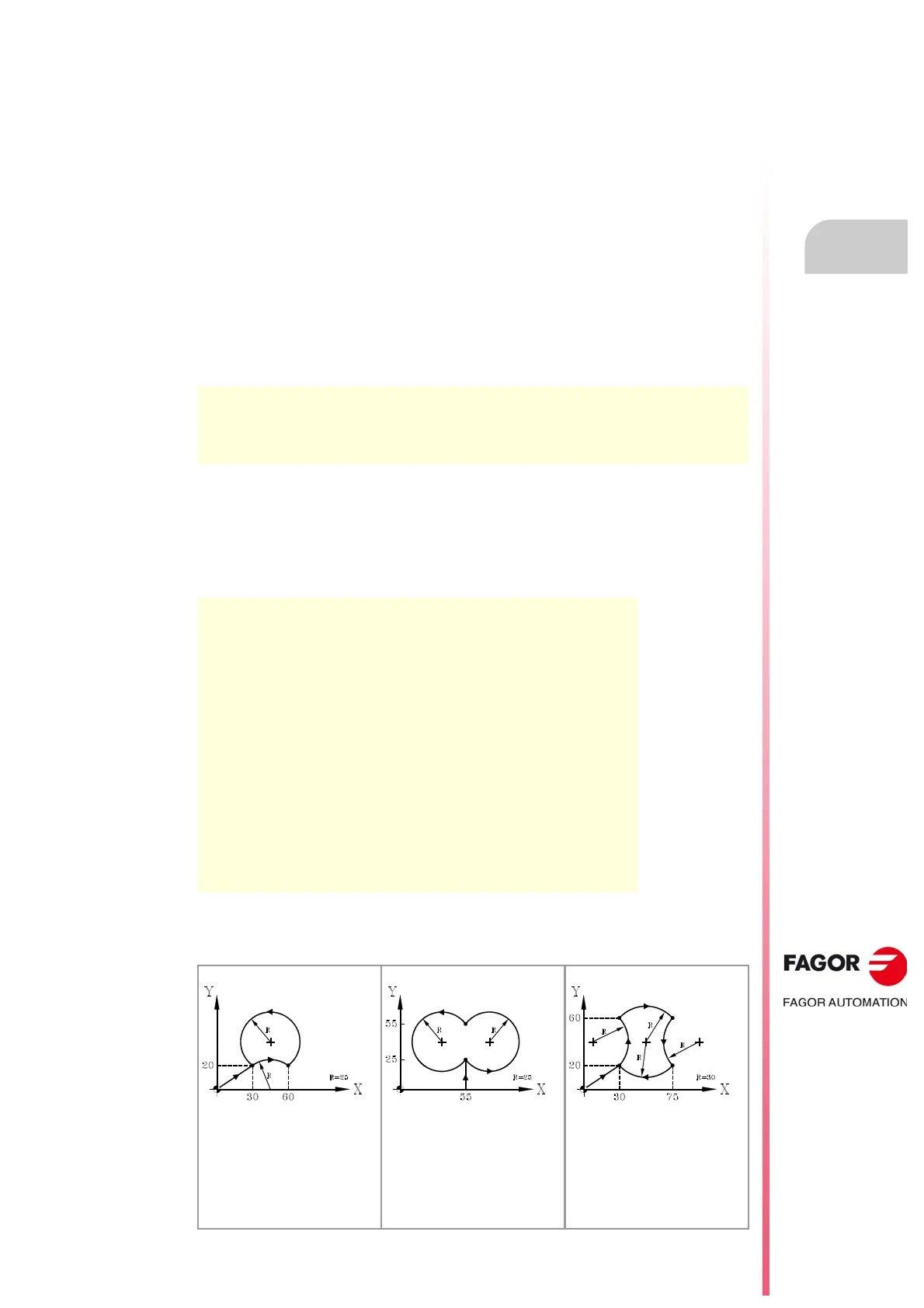
G01 G90 G94 X30 Y20 F350
G263=25
G02 X60
G263=-25
G03 X30
M30
G17 G71 G94
G00 X55 Y0
G01 X55 Y25 F400
G263=-25
G03 Y55
Y25
M30
G17 G71 G94
G01 X30 Y20 F400
G03 Y60 R1=30
G02 X75
G03 Y20
G02 X30
M30