Programming manual.
CNC 8070
KINEMATICS AND COORDINATE TRANSFORMATION
19.
Using RTCP (Rotating Tool Center Point).
·343·
(REF: 1709)
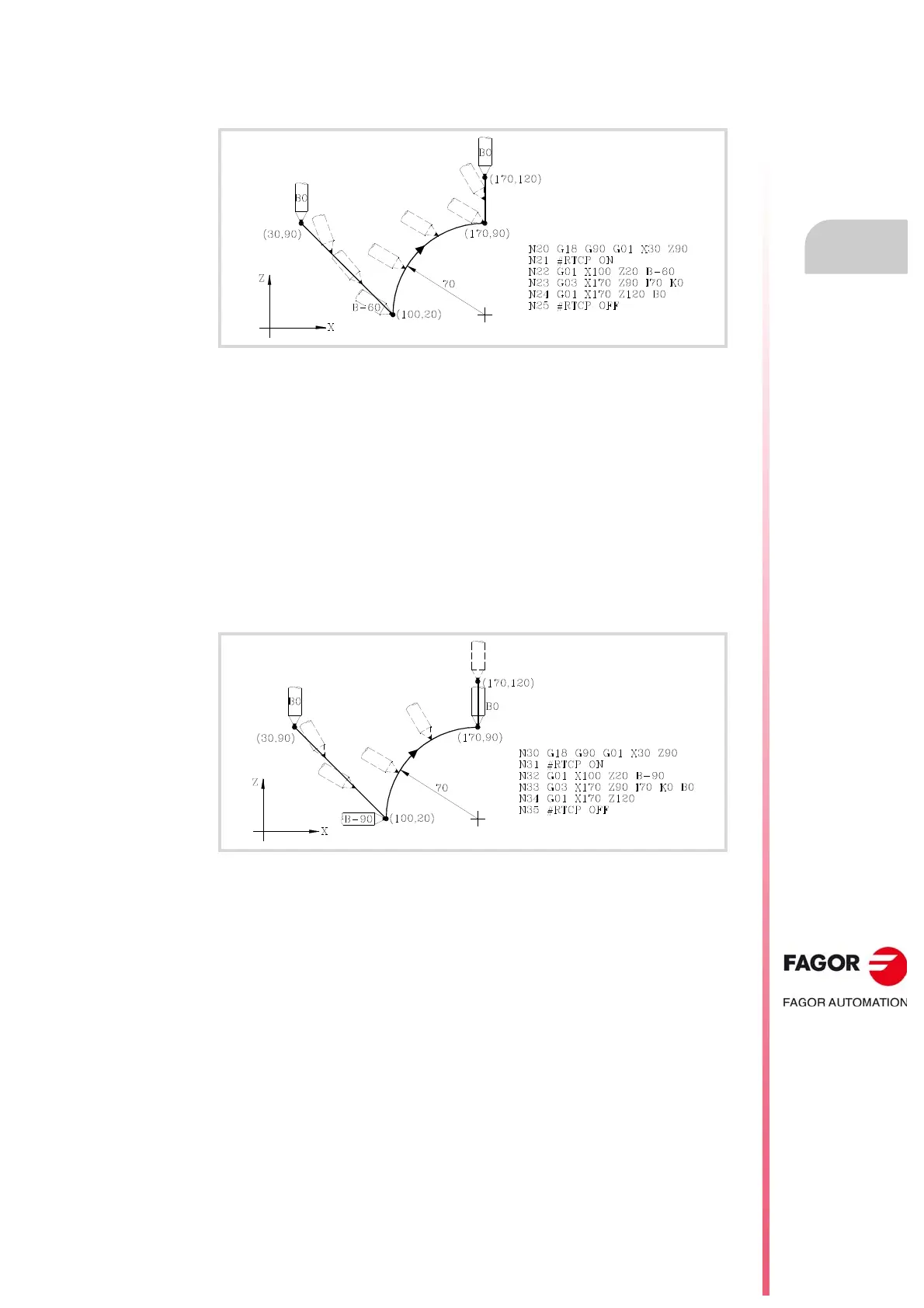
19.6.1 Programming examples.
Example 1. Circular interpolation maintaining tool orientation.
• Block N20 selects the ZX plane (G18) and positions the tool at the starting point (30,90).
• Block N21 turns RTCP on.
• Block N22 contains a movement to point (100,20) and a tool orientation from 0º to -60º.
The CNC interpolates the X, Z and B axes in such a way that the tool is being oriented
along the movement.
• Block N23 makes a circular interpolation to point (170,90) maintaining the same tool
orientation along the whole path.
• Block N24 contains a movement to point (170,120) and a tool orientation from -60º to
0º. The CNC interpolates the X, Z and B axes in such a way that the tool is being oriented
along the movement.
• Block N25 turns RTCP off.
Example 2. Circular interpolation with tool perpendicular to its path.
• Block N30 selects the ZX plane (G18) and positions the tool at the starting point (30,90).
• Block N31 turns RTCP on.
• Block N32 contains a movement to point (100,20) and a tool orientation from 0º to -90º.
The CNC interpolates the X, Z and B axes in such a way that the tool is being oriented
along the movement.
• Block N33 contains a circular interpolation to point (170,90) maintaining the tool
perpendicular to the path at all times.
• At the starting point, it is oriented to -90º and at the endpoint, it must end be 0º. The CNC
interpolates the X, Z and B axes maintaining the tool perpendicular to its path at all times.
• Block N34 moves the tool to point (170,120) maintaining the orientation of 0º.
• Block N35 cancels RTCP.