Programming manual.
CNC 8070
6.
TECHNOLOGICAL FUNCTIONS
Feedrate related functions
·100·
(REF: 1709)
6.2.2 Feedrate blend (G108/G109/G193)
With these functions, it is possible to blend the feedrate between consecutive blocks
programmed with different feedrates.
Programming
The functions related to feedrate blending are:
G108 Feedrate blending at the beginning of the block.
G109 Feedrate blending at the end of the block.
G193 Interpolating the feedrate.
These functions may be programmed anywhere in the program and they don't have to go
alone in the block.
G108
Feedrate blending at the beginning of the block
When G108 is active, the adaptation to the new feedrate (by accelerating or decelerating)
takes place at the beginning of the next block and the current block ends at the programmed
feedrate "F".
G109
Feedrate blending at the end of the block
When programming G109 the adaptation to the new feedrate (by accelerating or
decelerating) takes place at the end of the current block so the next block starts executing
at its programmed feedrate "F".
G193
Interpolating the feedrate
When programming G193, the adaptation to the new feedrate is interpolated linearly during
the movement programmed in the block.
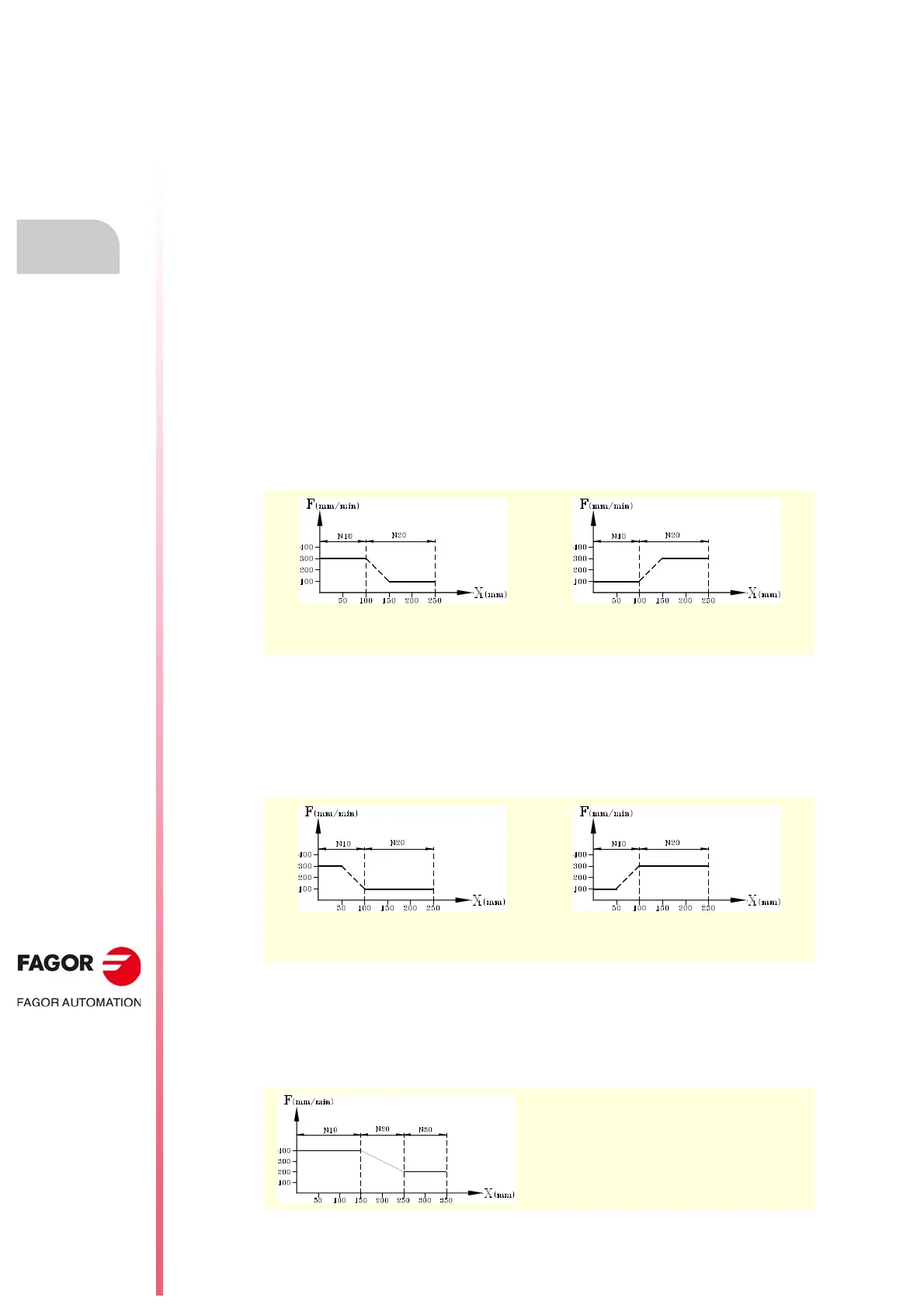
N10 G01 G108 X100 F300 N10 G01 G108 X100 F100
N20 X250 F100 N20 X250 F300
N10 G01 G109 X100 F300 N10 G01 G109 X100 F100
N20 X250 F100 N20 X250 F300
N10 G01 X150 F400
N20 G193 X250 F200
N30 X350