CNC 8070
15
·291·
(REF: 1709)
EXECUTING BLOCKS AND
PROGRAMS
15.1 Executing a program in the indicated channel.
With the #EXEC instruction, it is possible, from a program in execution, to begin the execution
of a second program in another channel. The execution of the program starts in the indicated
channel in parallel (at the same time) with the block following the #EXEC instruction. If the
channel where the program to be executed is busy, the CNC waits for the operation in
progress to end.
Programming format.
The programming format is: Optional parameters are indicated between angle brackets.
#EXEC ["{prg}"<,{channel}>]
Program location (path).
The program to be executed may be defined by either writing the full path or without it. When
indicating the whole path, the CNC only looks for the program in the indicated folder. If the
path has not been indicated, the CNC looks for the program in the following folders and in
this order.
1 Directory selected with the #PATH instruction.
2 Directory of the program that executes the #EXEC instruction.
3 Directory defined by machine parameter SUBPATH.
{prg} Part-program location.
{channel} Optional. Channel where the block is to be executed.
#EXEC ["PRG1.NC",2]
(It executes in channel 2 the indicated program)
#EXEC ["MYPRG.NC"]
(It executes the program as a subroutine).
#EXEC ["C:\CNC8070\USERS\PRG\EXAMPLE.NC",3]
(It executes in channel 3 the indicated program)
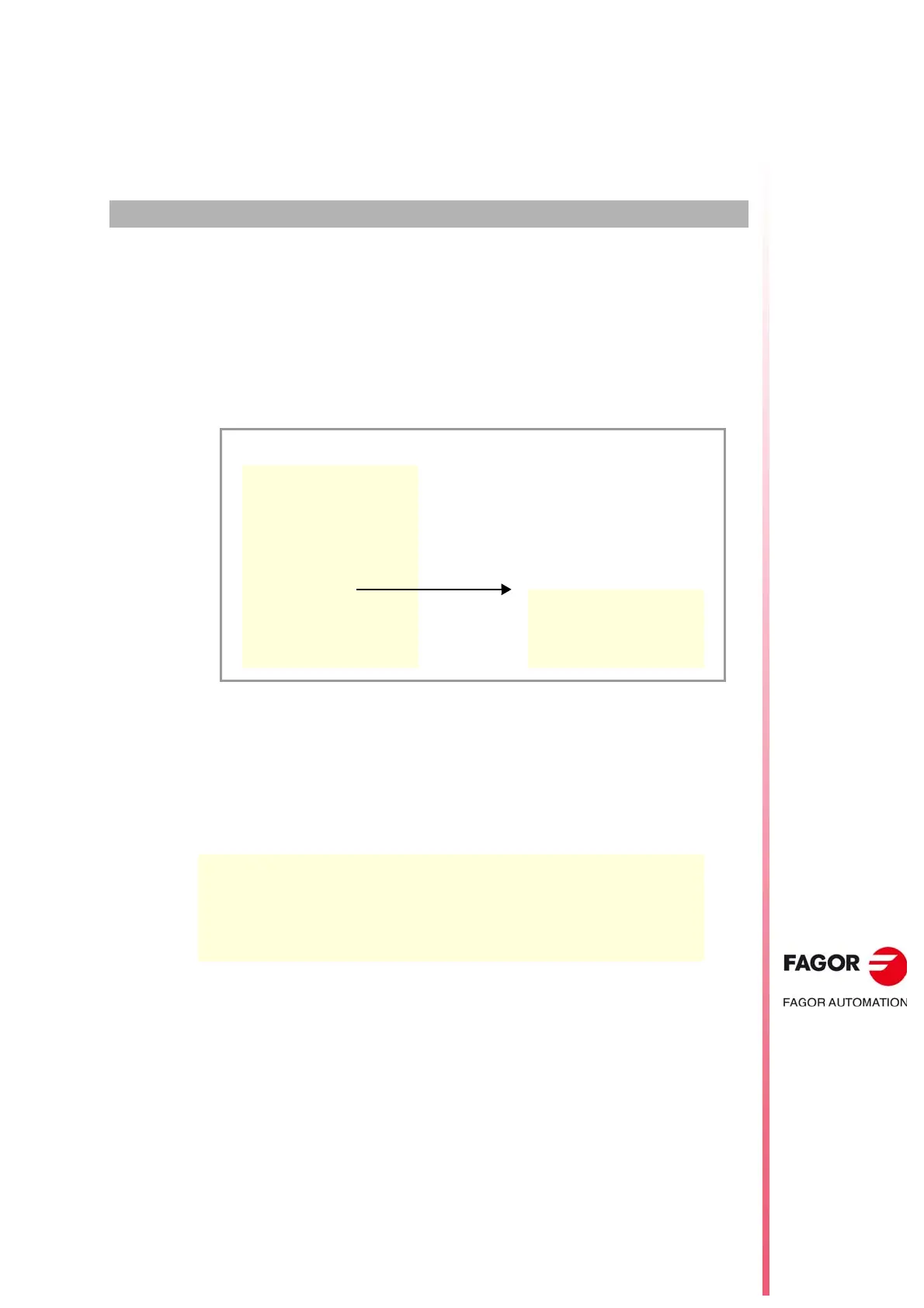
Channel ·1· Channel ·2·
%PRG1
G00 X0 Y0 Z20
G01 G90 X23 F100
G81 Z5 I-20
#EXEC ["PRG2.NC", 2]
G91 Y15 NR4
G80
G90 Z20
M30
%PRG2
···
M30
Beginning of the execution.