Programming manual.
CNC 8070
5.
ORIGIN SELECTION
Zero offsets (G54-G59/G159)
·90·
(REF: 1709)
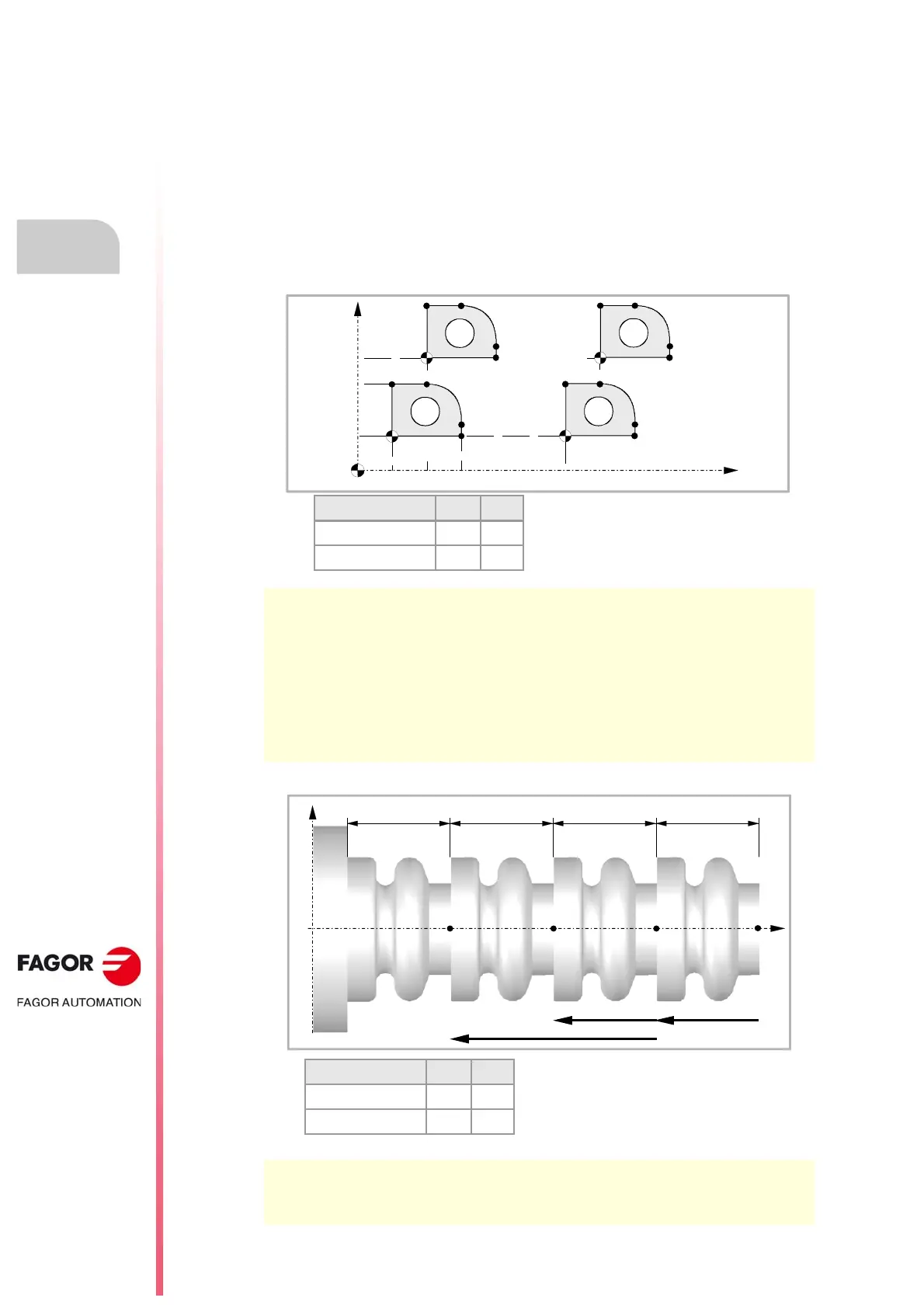
5.5.2 Incremental zero offset (G158)
When applying an incremental zero offset, the CNC adds it to the absolute zero offset active
at a time.
Programming
Incremental zero offset are defined by program using function G158 followed by the values
of the zero offset to be applied on each axis. To cancel the incremental zero offset, program
function G158 without axes in the block. To cancel the incremental zero offset only on
particular axes, program a 0 (zero) incremental offset for each one of them.
N100 G54 (It applies the first zero offset)
··· (Machining of profile 1)
N200 G158 X20 Y45 (Apply incremental zero offset)
··· (Machining of profile 2)
N300 G55 (It applies the second zero offset. G158 stays active)
··· (Machining of profile 3)
N400 G158 (Cancel incremental zero offset. G55 stays active)
··· (Machining of profile 4)
N100 G54 (It applies the first absolute zero offset)
··· (Machining of profile A1)
N200 G158 Z-90 (Apply incremental zero offset)
X Y
G54 (G159=1) 30 20
G55 (G159=2) 120 20
Y
X
65
W
WW
W
50
20
20 40 60 120
1
2 3
4
X Z
G54 (G159=1) 0 420
G55 (G159=2) 0 330
X
Z
90 9090
150 240 330
A2A3A4
90
A1
420
G54
G158
G158
G55
G158