Programming manual.
CNC 8070
16.
C AXIS
Machining of the turning side of the part
·302·
(REF: 1709)
16.3 Machining of the turning side of the part
Either a rotary axis or a spindle may be used as C axis for this type of machining operation.
When using a spindle, it must be activated as "C" axis in advance using the #CAX instruction.
See "16.1 Activating the spindle as "C" axis." on page 298.
Activating the machining of the side of the part.
The #CYL instruction activates the machining of the side and it also defines the work plane.
The axis to be activated as "C" axis will be determined by the work plane defined.
The programming format is: Optional parameters are indicated between angle brackets.
#CYL [{abs},{ord},{long}{radius}]<[{kin}]>
If the radius is programmed with a value of ·0·, it assumes as the cylinder radius the distance
between the rotation center and the tool tip. This makes it possible to develop the surface
on cylinders with variable radius without having to indicate the radius.
Programming the kinematics is optional; if not programmed, the CNC applies the first
kinematics that has been defined in the machine parameters and is valid for this type of
machining.
Cancel the machining of the side of the part.
Machining is canceled with the #CYL instruction as follows.
#CYL OFF
C axis programming.
The "C" axis will be programmed as if it were a linear axis (in millimeters or inches) and the
CNC will calculate the corresponding angular movement depending on the selected radius.
When the machining is activated, the CNC switches to operate in radius and G94 (mm/min).
{abs} Abscissa axis of the work plane.
{ord} Ordinate axis of the work plane.
{long} Longitudinal axis of the tool.
{radius} Radius of the cylinder that will be machined.
{kin} Optional. Number of the kinematics.
#CYL [X,C,Z45]
#CYL [C,Y,Z30]
#CYL [X,C,Z45][3]
In versions older than V3.10, programming the radius was optional. If the software is updated from an
older version, the programs will have to be corrected.
#CYL OFF
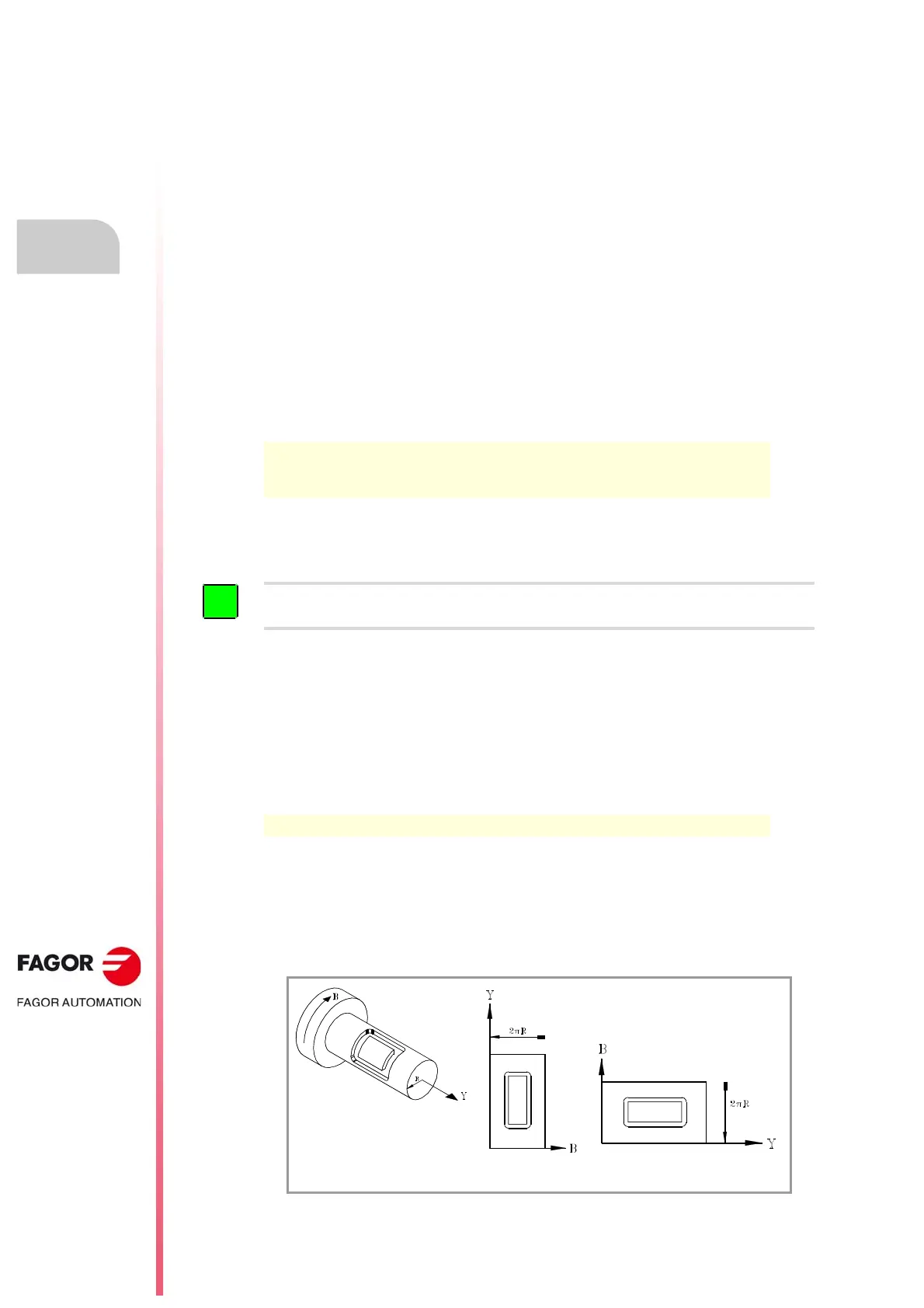
#CYL [B, Y, Z45] #CYL [Y, B, Z45]