Programming manual.
CNC 8070
GEOMETRY ASSISTANCE
11.
Tangential exit (G38)
·207·
(REF: 1709)
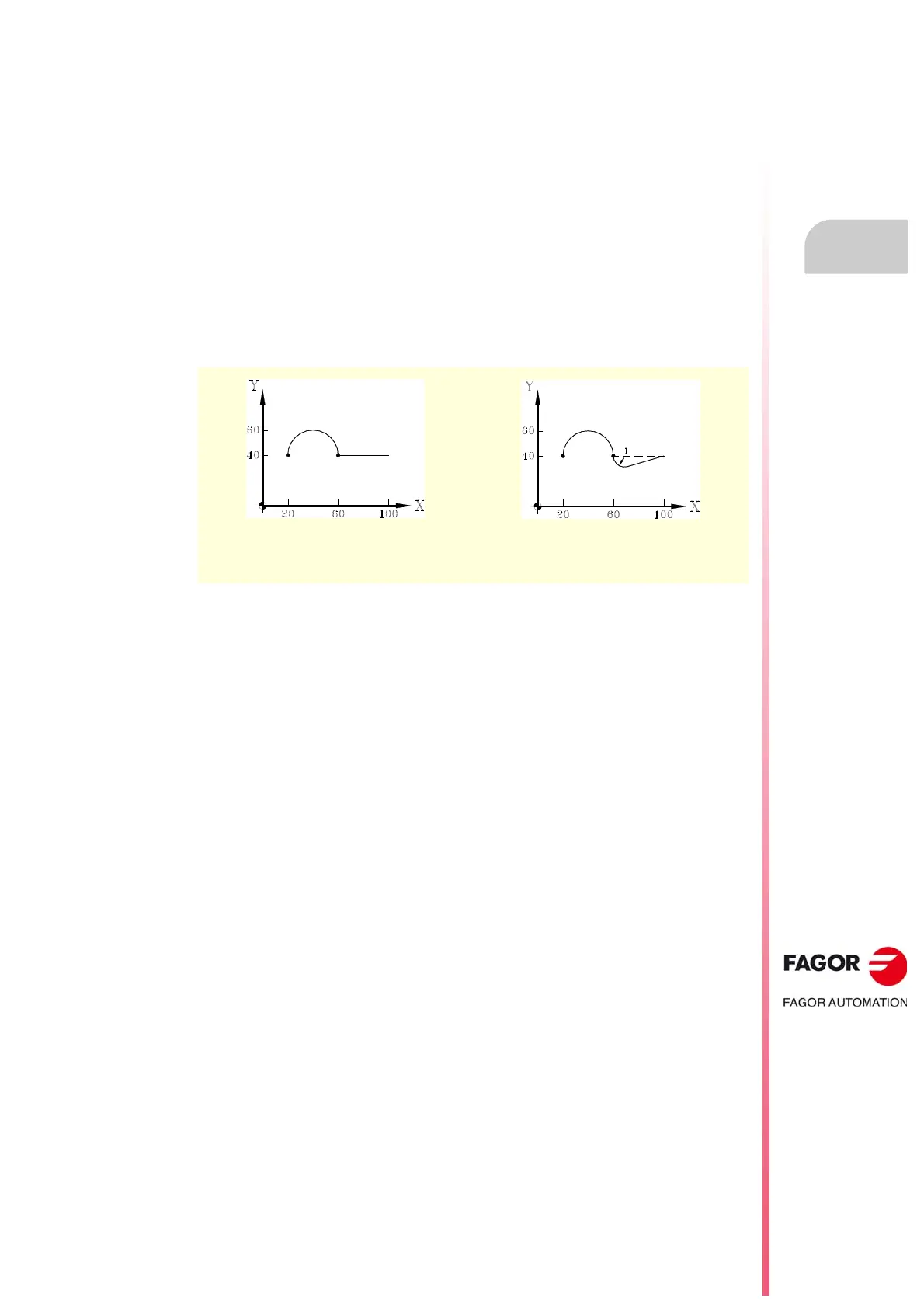
11.7 Tangential exit (G38)
Function G38 may be used to end machining with a tangential exit of the tool without having
to calculate the intersection points.
Programming
Tangential exit must be programmed alone in the block and before the block whose path is
to be modified; this path must be a straight line (G00 or G01).
The programming format is "G38 I<radius>", where the radius value is programmed in
millimeters or in inches, depending on which are the active units.
The linear path after the tangential exit must have a length equal to or greater than twice the
exit radius. Likewise, the radius must be positive and when working with tool radius
compensation, it must be greater than the tool radius.
Considerations
The "I" value of the tangential exit radius remains active until another value is programmed,
therefore, it won't be necessary to program it in successive tangential exits with the same
radius.
The "I" value of the exit radius is also used by functions:
G36 (Corner rounding) as rounding radius.
G37 (Tangential entry) as entry radius.
G39 (corner chamfering) as size of the chamfer.
This means that the exit radius set in G38 will be the new value of the entry radius, rounding
radius or chamfer size when programming these functions or vice versa.
Function properties
Function G38 is not modal, therefore, it must be programmed every time a tangential exit
is to be carried out.
G02 X60 Y40 I20 J0 F800
G01 X100
G02 X60 Y40 I20 J0 F800
G38 I10
G01 X100
 Loading...
Loading...





