Programming manual.
CNC 8070
TOOL COMPENSATION
13.
Tool radius compensation
·245·
(REF: 1709)
13.1.2 Functions associates with radius compensation
The functions associated with tool compensation may be programmed anywhere in the
program, even while tool radius compensation is active.
SELECTING THE TYPE OF TRANSITION BETWEEN BLOCKS
The transition between blocks determines how the compensated paths are joined together.
Programming
The type of transition may be selected from the program by means of the following functions:
G136 Circular transition between blocks.
G137 Linear transition between blocks.
G136
Circular transition between blocks.
Being function G136 active, the CNC joins the compensated paths using circular paths.
G137
Linear transition between blocks.
Being function G137 active, the CNC joins the compensated paths using linear paths.
Remarks
Later sections of this chapter offer graphic descriptions of how different paths are joined,
depending on the type of transition selected (G136/G137).
Properties of the functions
Functions G136 and G137 are modal and incompatible with each other.
On power-up, after executing an M02 or M30, and after an EMERGENCY or RESET, the
CNC assumes function G136 or G137 depending on the value of machine parameter
IRCOMP.
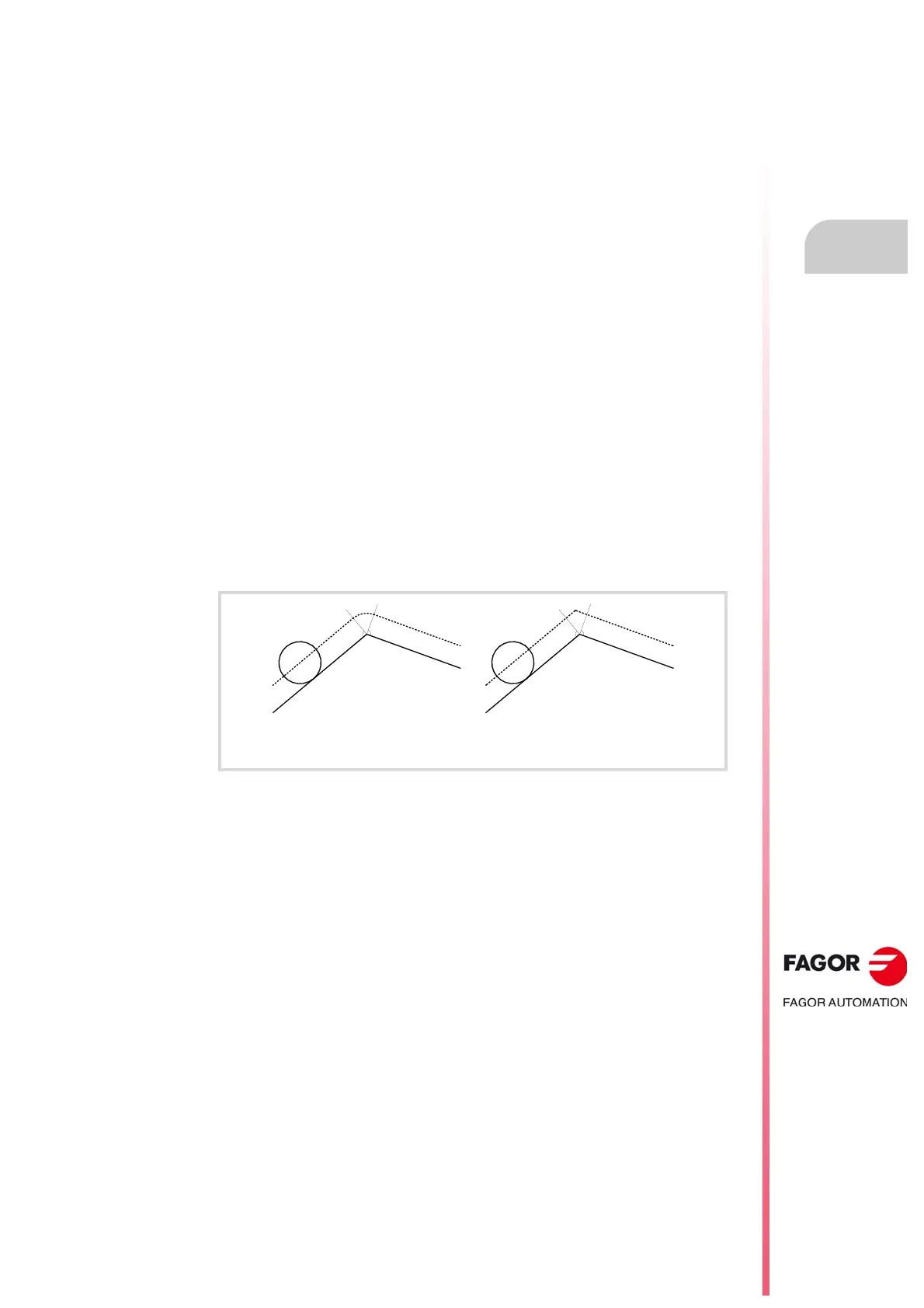
(A)Circular transition between blocks (G136).
(B)Linear transition between blocks (G137).