Programming manual.
CNC 8070
13.
TOOL COMPENSATION
Tool radius compensation
·246·
(REF: 1709)
HOW TOOL RADIUS IS ACTIVATED AND CANCELED
The functions associated with the strategy for activating and canceling establish how tool
radius compensation starts and ends.
Programming
The type of strategy may be selected from the program by means of the following functions:
G138 Direct activation/cancellation of tool compensation.
G139 Indirect activation/cancellation of tool compensation.
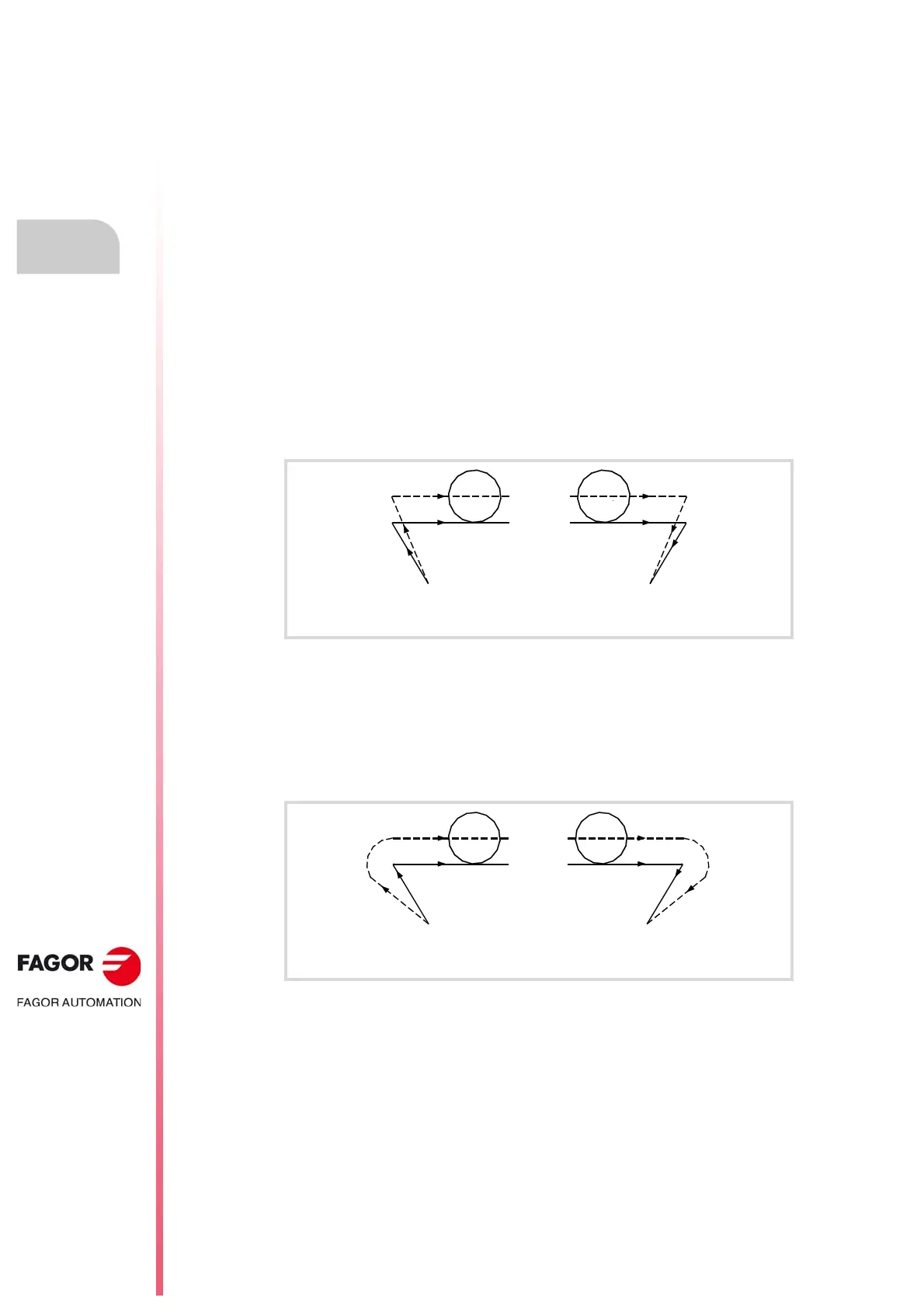
G138
Direct activation/cancellation of tool compensation.
When compensation is turned on, the tool moves directly to the perpendicular of the next
path (without contouring the corner).
When compensation is turned off, the tool moves directly to the programmed end point
(without counting the corner).
G139
Indirect activation/cancellation of tool compensation.
When compensation is turned on, the tool moves to the perpendicular of the next path
contouring the corner.
When compensation is turned off, the tool moves to the end point contouring the corner.
The way the tool goes around the corner depends on the type of transition selected
(G136/G37).
Remarks
Later sections of this chapter offer a graphic description of how tool radius compensation
begins and ends depending on the selected type of compensation ON/OFF (G138/G139).
Properties of the functions
Functions G138 and G139 are modal and incompatible with each other.
(A)Beginning of compensation.
(B)End of compensation.
(A)Beginning of compensation.
(B)End of compensation.