Programming manual.
CNC 8070
5.
ORIGIN SELECTION
Polar origin preset (G30)
·94·
(REF: 1709)
5.7 Polar origin preset (G30)
Function G30 may be used to preset any point of the work plane as the new polar origin.
If not selected, it assumes as polar origin the origin of the active reference system (part zero).
Programming
The polar origin preset must be programmed alone in the block. The programming format
is "G30 I J", where:
Therefore, function G30 may be programmed as follows:
I, J
They define the abscissa and ordinate of the new polar origin. They must be defined in absolute
coordinates referred to part zero.
When programmed, both parameters must be programmed.
If not programmed, it will assume the current tool position as the polar origin.
G30 I J It assumes as the new polar origin the point whose abscissa is "I" and ordinate "J" referred
to part zero.
G30 The current tool position is assumed as the new polar origin.
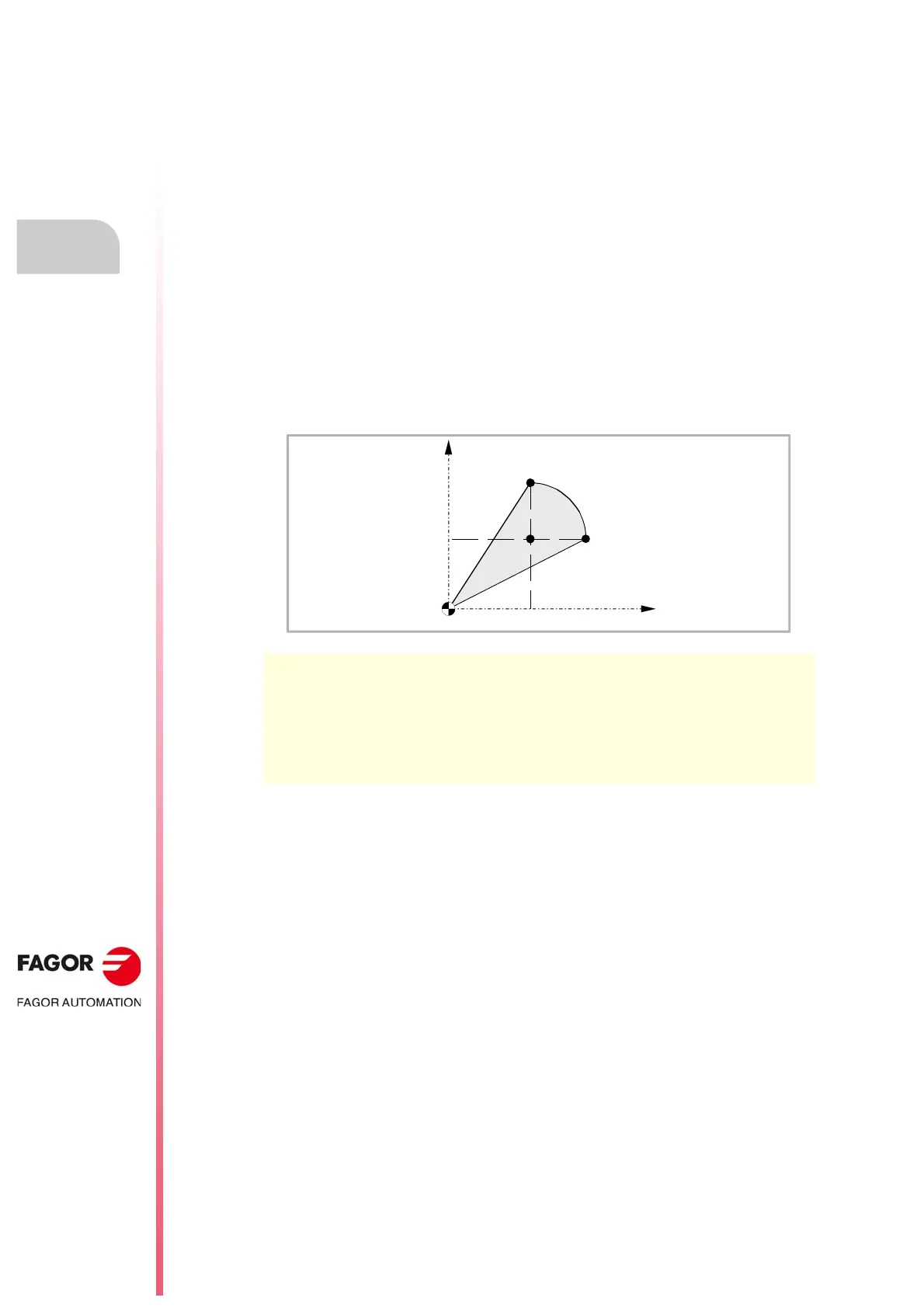
Assuming that the starting point is X0 Y0, you get:
G30 I35 J30 (Preset P3 as the polar origin)
G90 G01 R25 Q0 (Point P1)
G03 Q90 (Point P2)
G01 X0 Y0 (Point P0)
M30