Programming manual.
CNC 8070
13.
TOOL COMPENSATION
Tool radius compensation
·248·
(REF: 1709)
13.1.3 Beginning of tool radius compensation
Tool radius compensation is selected with these functions:
G41 Left-hand tool radius compensation.
G42 Right-hand tool radius compensation.
After executing one of these functions, radius compensation will be active for the next
movement in the work plane, that must be a linear movement.
The way radius compensation will begin depends on how it is activated G138/G139 and on
the type of transition G136/G137 selected:
• G139/G136
The tool moves to the perpendicular of the next path contouring the corner along a circular
path.
• G139/G137
The tool moves to the perpendicular of the next path contouring the corner along linear
paths.
• G138
The tool moves directly to the perpendicular of the next path. Regardless of the type of
transition (G136/G137) programmed.
The following tables show the different ways tool compensation may begin, depending on
the selected functions. The programmed path is shown with solid line and the compensated
path with dashed line.
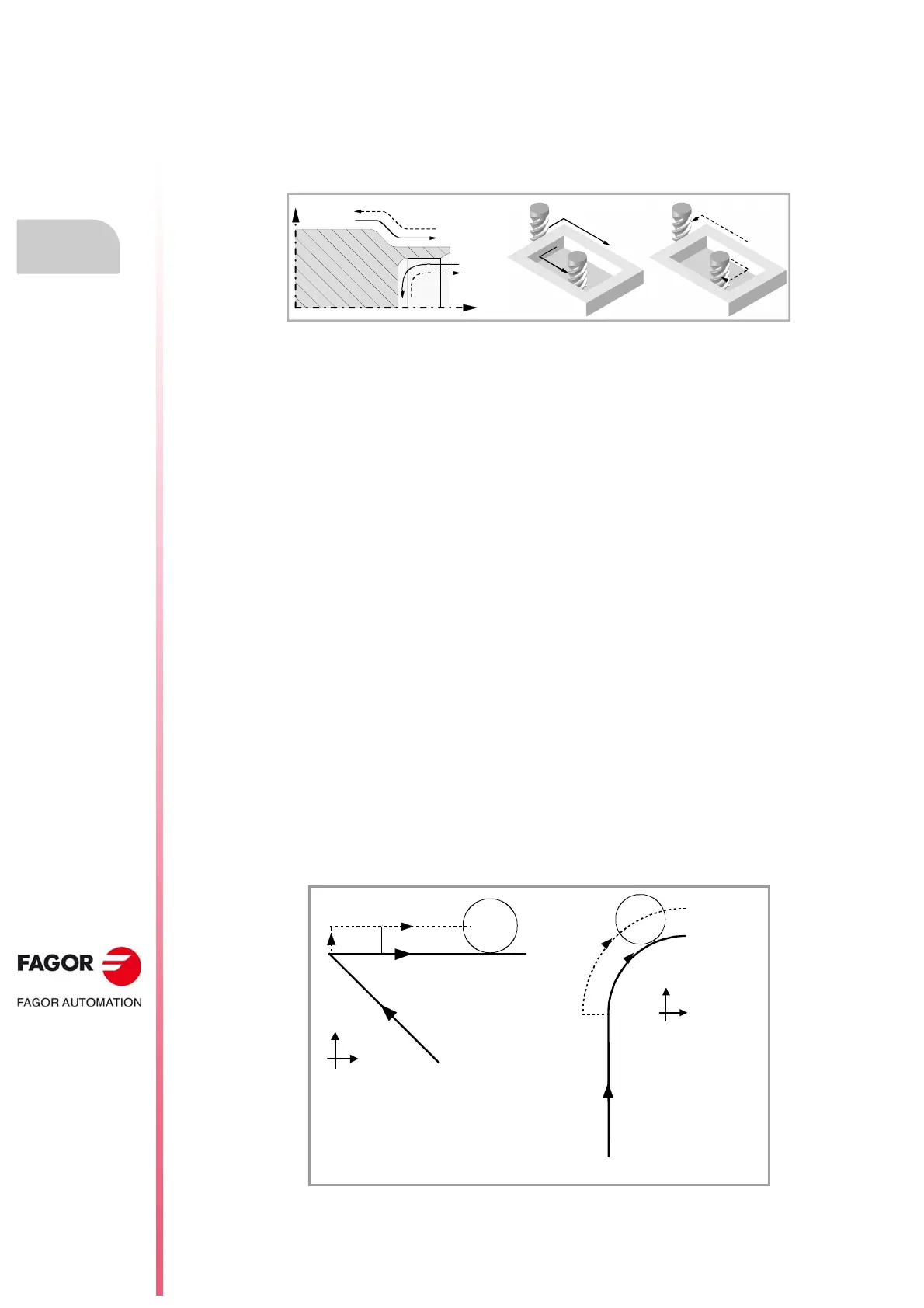
Beginning of the compensation without programmed movement
After activating the compensation, it may occur that the axes of the plane will not be involved
in the first motion block. For example, because they have not been programmed, or the
current tool position has been programmed or an incremental movement has been
programmed.
In this case, the compensation is applied at the tool position as follows. Depending on the
first movement programmed in the plane, the tool moves perpendicular to the path to its
starting point.
The first movement programmed in the plane may be either linear or circular.
· · ·
G90
G01 Y40
G91 G40 Y0 Z10
G02 X20 Y20 I20 J0
· · ·
(X0 Y0)
Y
X
· · ·
G90
G01 X-30 Y30
G01 G41 X-30 Y30 Z10
G01 X25
· · ·
(X0 Y0)
Y
X