Programming manual.
CNC 8070
GEOMETRY ASSISTANCE
11.
Controlled corner rounding, radius blend, (G05/G61)
·197·
(REF: 1709)
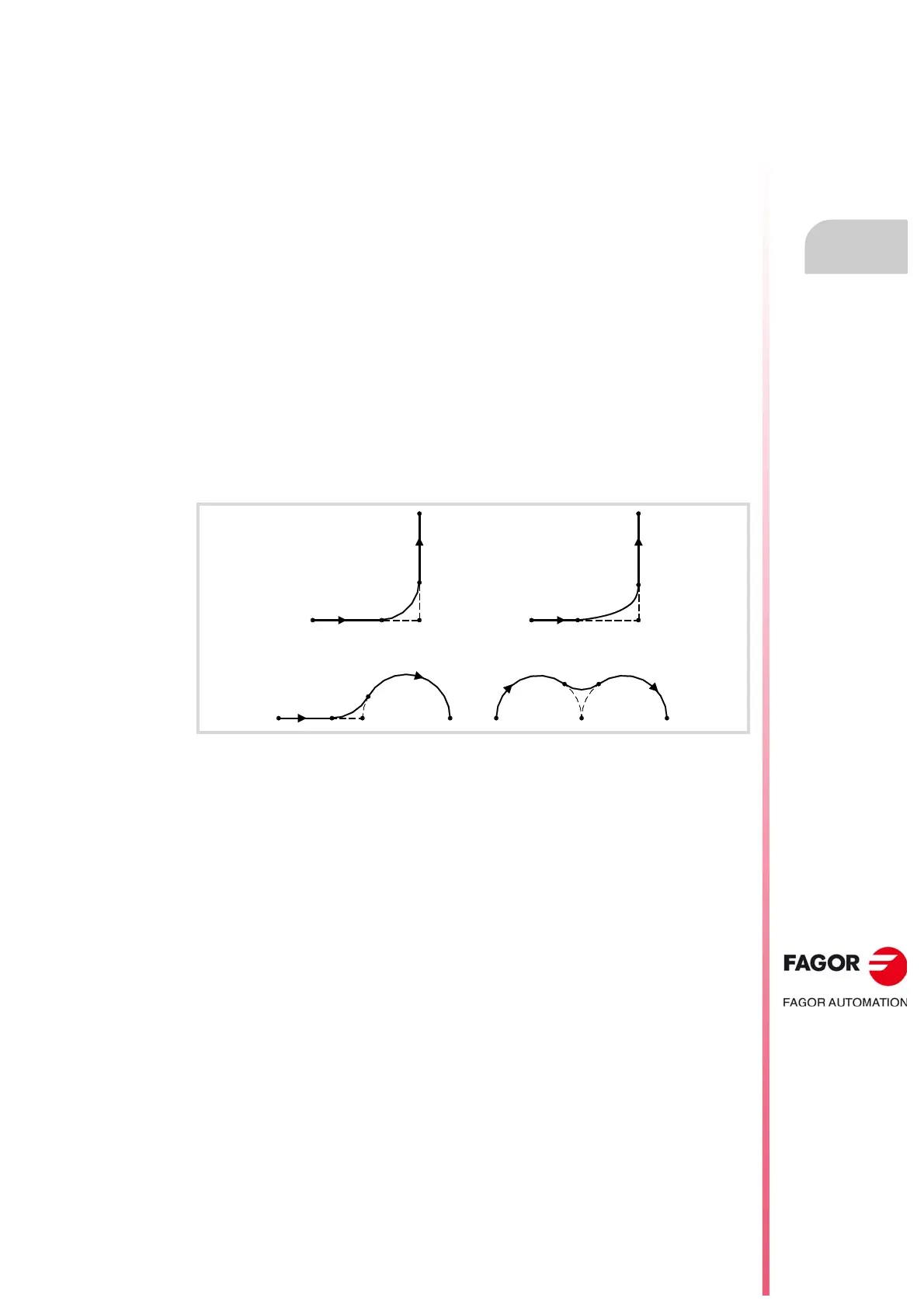
11.3 Controlled corner rounding, radius blend, (G05/G61)
When working in round corner, it is possible to control the corners of the programmed profile.
How this machining is carried out depends on the type of corner rounding selected.
Programming
The type of corner rounding is selected with the "#ROUNDPAR" instruction and stays active
until a different one is selected. Section "11.3.1 Types of corner rounding"of this chapter
shows a description of the different types of corner rounding available.
After selecting the type of corner rounding, it may be activated by program using functions:
G05 Control corner rounding, radius blend (modal).
G61 Control corner rounding, radius blend (not modal).
Function G05 remains active throughout the program whereas function G61 only affects the
block that contains it; therefore, it can only be added to a block containing a movement.
Considerations
This operation may be applied to any corner, regardless of whether it is defined between
straight and/or circular paths.
The corner is machined along a curved path, not with arcs. The shape of the curve depends
on the type of corner rounding selected and on the dynamic conditions (feedrate and
acceleration) of the axes involved.
Properties of the functions
Function G05 is modal and incompatible with G07, G50, G60, G61 and the HSC mode.
Function G61 is not modal. After it is executed, the CNC restores the function G05, G07,
G50 or HSC that was previously active.
On power-up, after executing M02 or M30 and after an EMERGENCY or a RESET, the CNC
assumes function G05, G07 or G50 as set by the OEM [G.M.P. "ICORNER"].