Programming manual.
CNC 8070
STATEMENTS AND INSTRUCTIONS
22.
Programming statements
·415·
(REF: 1709)
22.1.16 Acceleration control
The acceleration and the jerk (variation of acceleration) applied on the movements are set
by machine parameters. However, those values may be changed from the program using
the following functions.
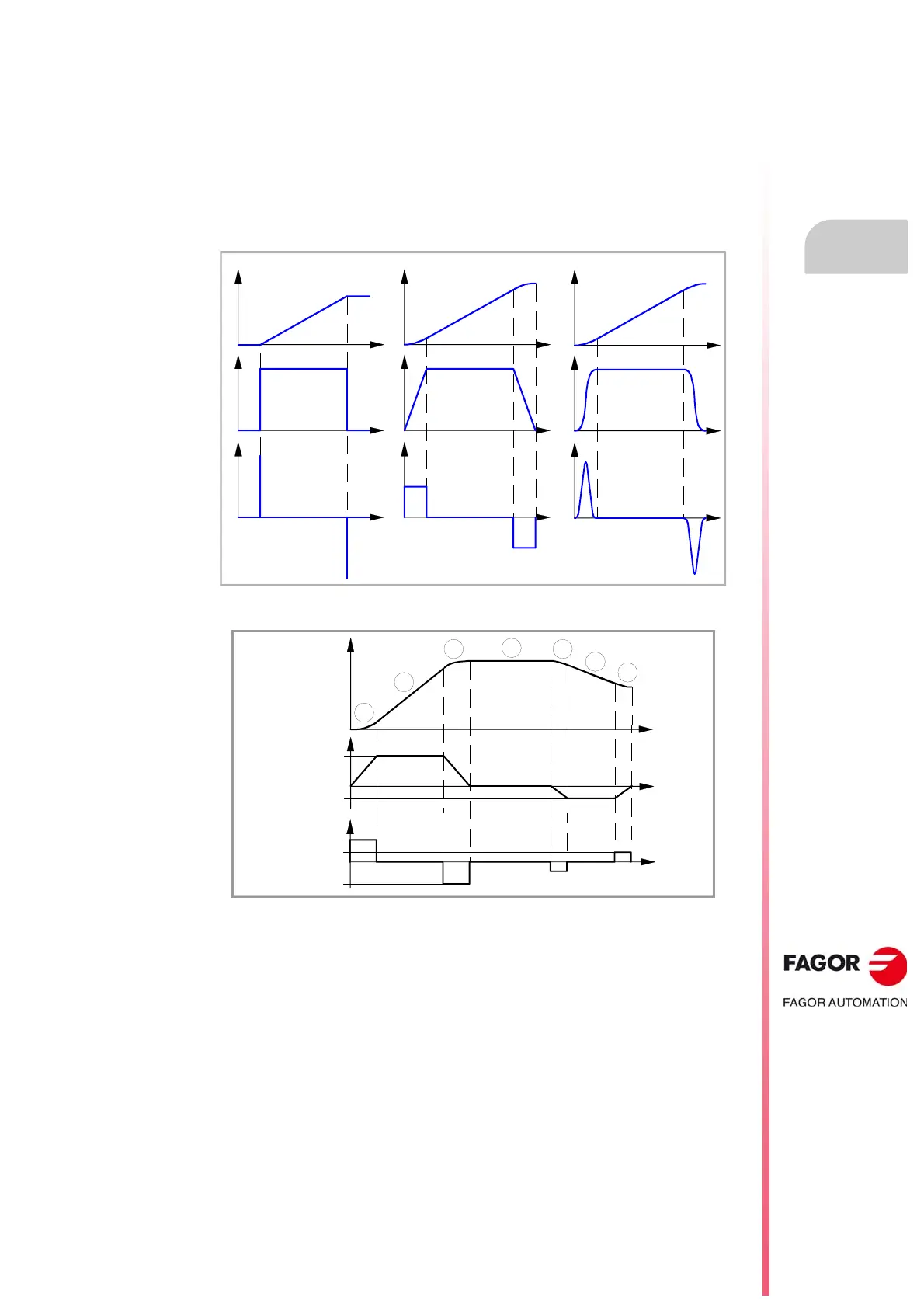
The next figure shows the feedrate (v), acceleration (a) and jerk (j) for each case.
We now show an example of the dynamics of the trapezoidal acceleration.
1 The axis starts moving with a uniform increasing acceleration, with a slope limited by the
percentage of acceleration jerk indicated with function G132 or G133 until reaching the
acceleration percentage indicated by function G130 or G131.
2 The acceleration is now constant.
3 Before reaching the programmed feedrate, there is a steady deceleration with a slope
limited by the percentage of acceleration jerk.
4 It goes on at the programmed feedrate and with no acceleration.
5 To slow down or stop the axis, a deceleration is applied with a slope limited by the
percentage of deceleration jerk.
6 The deceleration becomes constant and its value is the percentage of deceleration.
7 Before reaching the programmed feedrate, or stopping, there is a deceleration with a
slope limited by the percentage of deceleration jerk.
G130 or G131 Percentage of acceleration and deceleration to be applied.
G132 or G133 Percentage of acceleration jerk and deceleration jerk to be applied.
t
v
t
a
t
j
t
v
t
a
t
j
t
v
t
a
t
j
LINEAR TRAPEZOIDAL SQUARE SINE
t
v
t
a
3
2
1
4
5
6
7
ACCEL
DECEL
t
j
ACCJERK
DECJERK
ACCJERK