Programming manual.
CNC 8070
GEOMETRY ASSISTANCE
11.
Work zones.
·221·
(REF: 1709)
11.11.3 Enable/disable the work zones (G122).
Once the zones have been defined, function G122 allows enabling them either as a no-exit
or no-entry zone. When a zone is enabled, the CNC, by default, watches the tool tip, but,
it also offer the option monitor the tool base or both (tip and base). All zones may be enabled
at the same time.
Programming.
Program function G122 and then the zone number and the action to carry out
(enable/disable). As an option, it is possible to define whether the CNC monitors the tool tip
or the tool base.
Programming format.
The programming format is the following; the arguments appear between curly brackets and
the optional ones between angle brackets.
G122 K{zone} E{enable/disable} <I{tip/base}>
Monitor the tool tip or the tool base.
The CNC can monitor the tool tip and/or the tool base. When the CNC monitors the tool tip,
it takes into account its dimensions. The vigilance (monitoring) works with and without tool
radius and length compensation.
K{zone} Zone number (between 1 and 5).
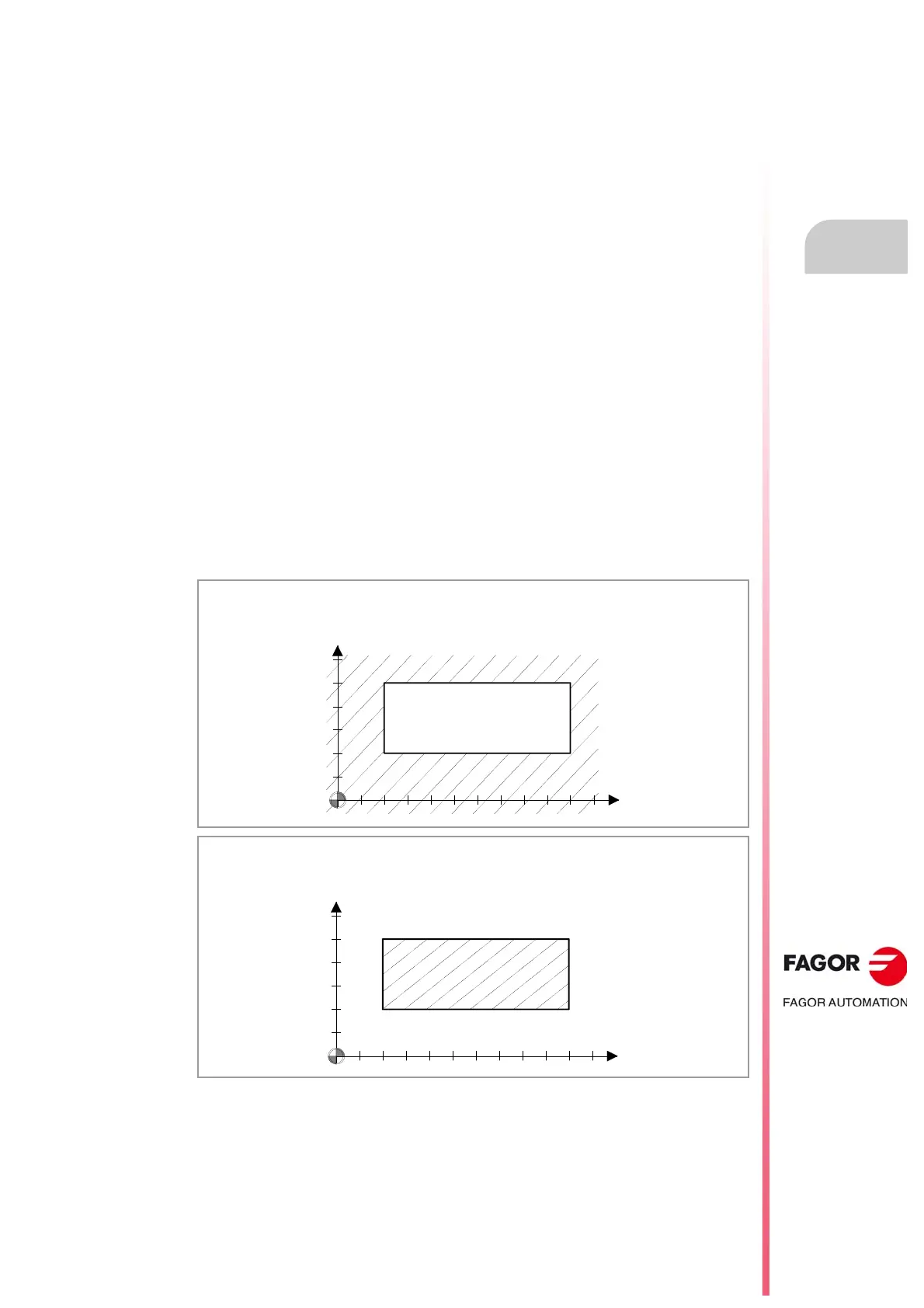
E{action} Disable the zone or enable it as a no-entry or no-exit zone.
E0: Disable the zone.
E1: Enable the work zone as no-entry.
E2: Enable the work zone as no-exit.
I{vigilance} Optional (by default I0). Tool to monitor.
I0: Monitor the tool tip.
I1: Monitor the tool base.
I2: Monitor the tool tip and the tool base.
G122 K1 E1
(Enable zone 1 as no-entry zone)
(Monitor the tool tip)
G122 K2 E2 I2
(Enable zone 2 as no-exit zone)
(Monitor the tool tip and the tool base)