Programming manual.
CNC 8070
11.
GEOMETRY ASSISTANCE
Work zones.
·222·
(REF: 1709)
Considerations.
CNC behavior when an axis invades the forbidden zone.
When one or several axes get into a no-entry zone or get out of a no-exit zone, the CNC
interrupts the execution and issues the corresponding error message. To move the tool to
a permitted zone, access the JOG mode and move the axes that overran the limits. These
axes can only move in the direction that places them within the limits.
The CNC offers the following variable to indicate that one of the axes has reached the limit
of a work zone.
Cancel the zone limits via PLC. PLC mark LIM(axis)OFF.
If the PLC mark LIM(axis)OFF of an axis is active, the CNC ignores the zone limits set for
that axis (besides the software limits). This makes it easier to take the tool back to the
permitted zone if it has invaded a forbidden zone.
Activate several zones simultaneously.
When activating several zones at the same time (that either overlap or they don't) on one
or several axes, the CNC follows these criteria:
• If there are several no-exit zones active, it considers it an error to try to move the tool
to a point located outside all of them.
• If there are several no-entry zones active, it considers it an error to try to move the tool
to a point located inside any of them.
• If there are several no-entry and no-exit zones active, it considers it an error to try to move
the tool to a point located inside any of the no-entry zones or outside all of the no-exit
zones.
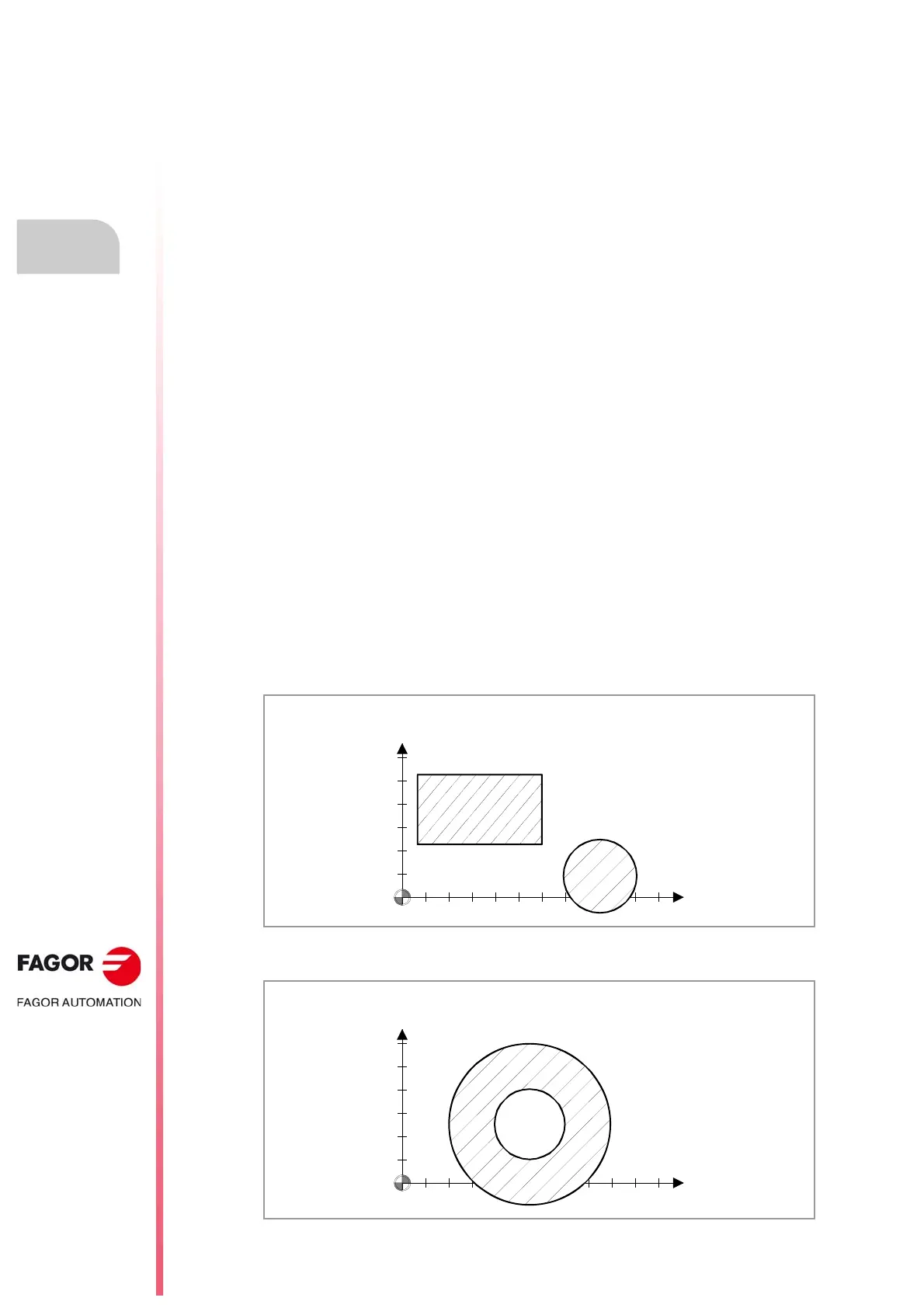
Examples:
To allow movement only in the shaded zones, combine 2 no-exit zones, a rectangular one
and a circular one.
To allow movement only in the shaded zone, combine 2 zones, one into the other; the outside
no-exit zone and the inside no-entry zone.
(V.)[ch].G.ZONEWARN[k] Some axis has reached the limit of work zone [k].
G122 K1 E2
G122 K2 E2
G122 K1 E2
G122 K2 E1
 Loading...
Loading...





