Programming manual.
CNC 8070
MACHINE OVERVIEW
2.
Home search
·59·
(REF: 1709)
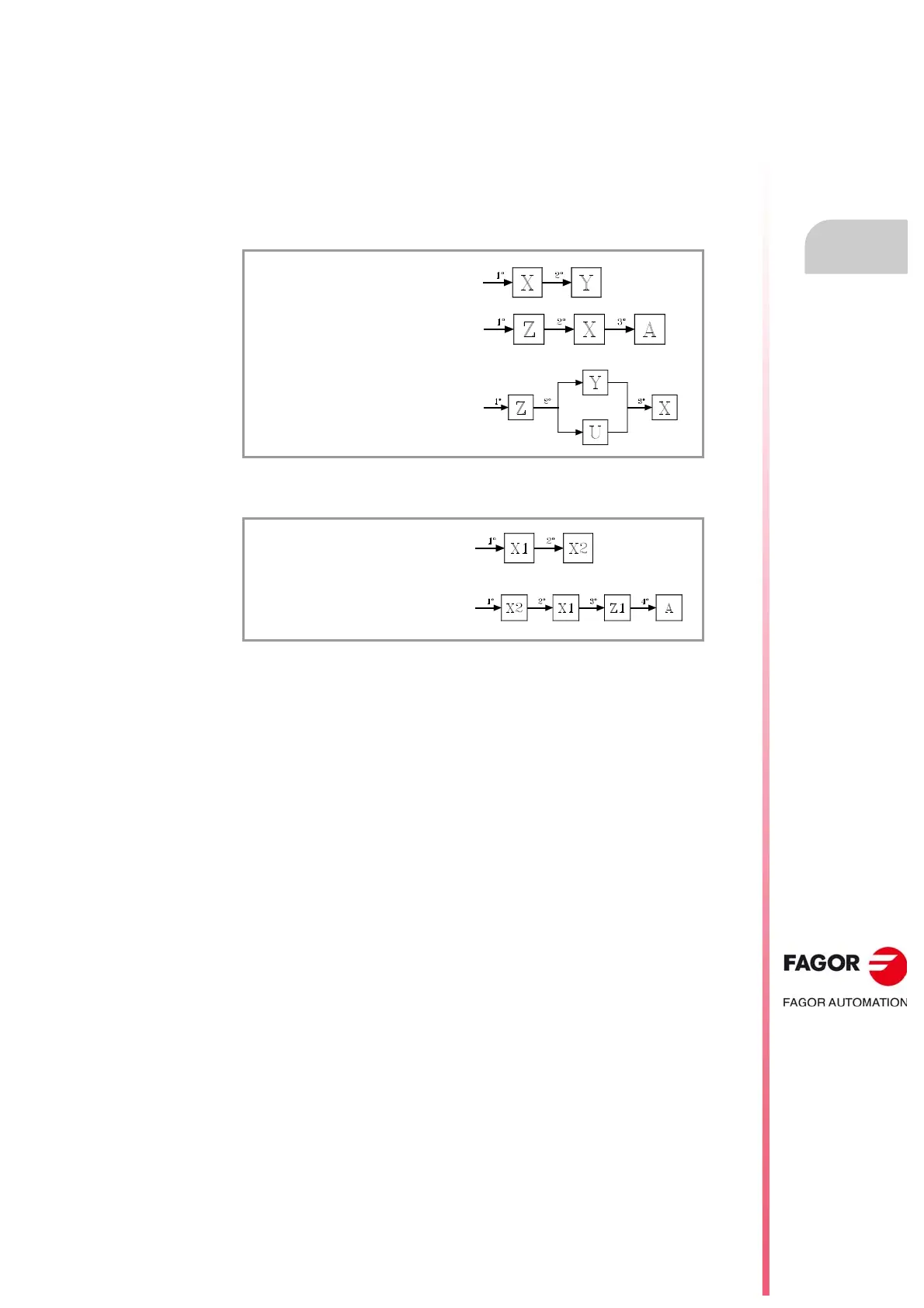
2.4.2 "Home search" programming
When programming a "Home search", the axes are homed sequentially in the order set by
the operator. All the axes need not be included in the "Home search", only those being
homed.
The "Home search" is programmed using the G74 function followed by the axes to be homed
and the number indicating their homing order. If the same order number is assigned to
several axes, those axes start homing at the same time and the CNC waits for all of them
to end before homing the next one.
When having numbered axes, they may be defined together with the other ones by assigning
them the order number as follows.
Spindle home search
The spindle home search is always carried out together with the first axis regardless of the
order in which it has been defined.
Home search and loop status.
Axes usually work in closed loop, although rotary axes can also work in open loop so they
can be controlled as if they were spindles.
The home search is carried out with the axes and spindles controlled in position; i.e. in closed
position loop. The CNC will close the position loop automatically on all axes and spindles
for which a home search has been programmed using function G74.
Using an associated subroutine
If the machine manufacturer has associated a home-search subroutine to the G74 function,
this function may be programmed alone in the block and the CNC will automatically execute
the associated subroutine [G.M.P. "REFPSUB (G74)"].
When using a subroutine, the "Home search" is carried out exactly as described earlier.
G74 X1 Y2
G74 X2 Z1 A3
G74 Z1 Y2 X3 U2
G74 X1=1 X2=2
G74 X1=2 X2=1 A4 Z1=3