Programming manual.
CNC 8070
13.
TOOL COMPENSATION
Tool length compensation
·260·
(REF: 1709)
13.2 Tool length compensation
Tool length compensation on a milling machine.
On a milling machine, tool length compensation is applied to the longitudinal axis; i.e. on the
axis indicated by the instruction "#TOOL AX", or when missing, to the longitudinal axis
designated by selecting the plane.
If G17, tool lengh compensation is aplied to Z axis.
If G18, tool lengh compensation is aplied to Y axis.
If G19, tool lengh compensation is aplied to X axis.
Whenever any of functions G17, G18 or G19 is executed, the CNC assumes the axis
perpendicular to the selected plane as the new longitudinal axis. If, then, "#TOOL AX" is
executed, the new selected longitudinal axis replaces the previous one.
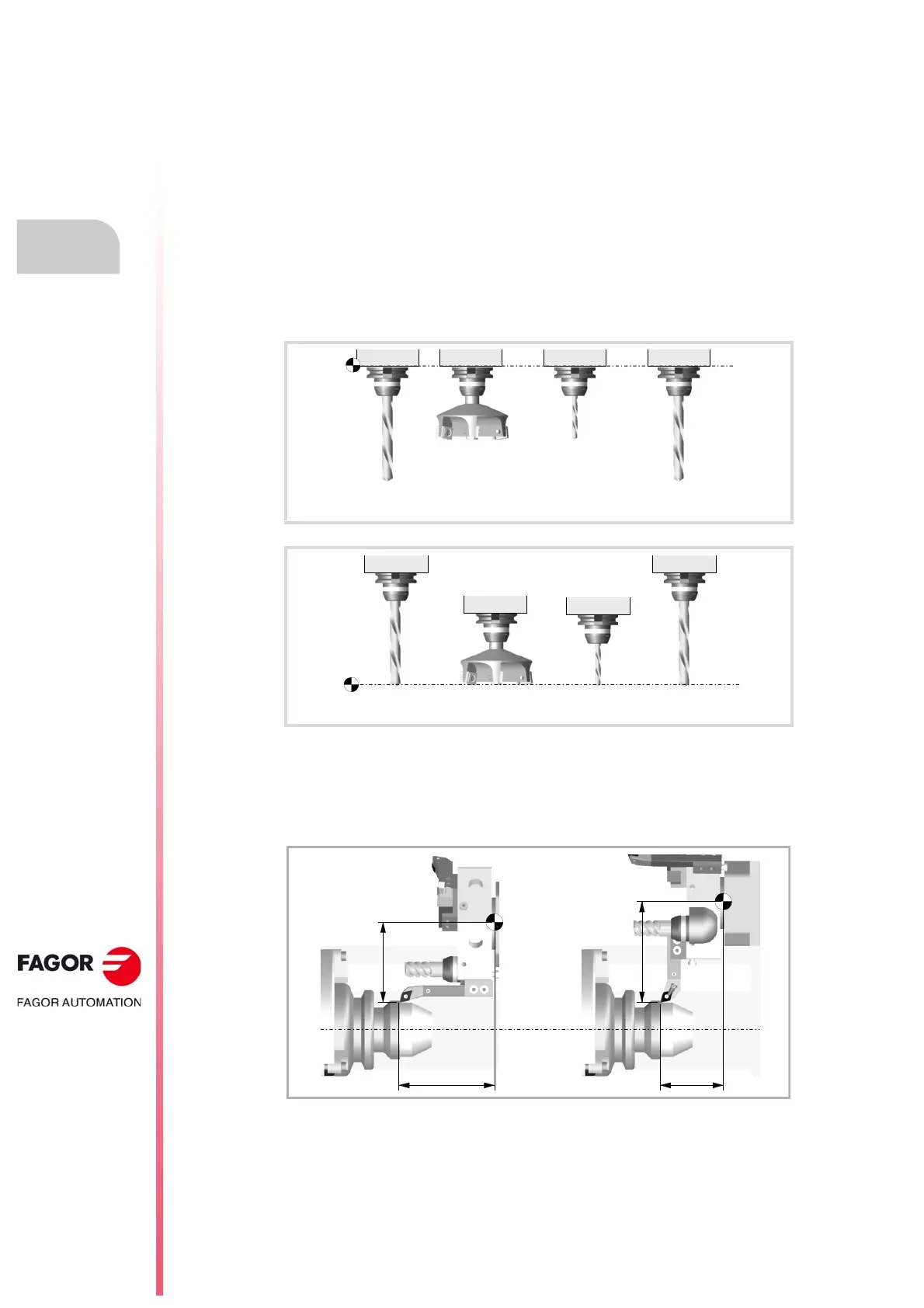
Tool length compensation on a lathe.
In a turning operation, the CNC takes into account the dimensions of the new tool, defined
in the corresponding tool offset, and moves the tool holding turret so the tip of the new tool
occupies the same position as the previous one.
Programming
Tool length compensation is activated when selecting a tool offset.
Positioning of several tools at position "0", with tool length compensation off.
Positioning of several tools at position "0", with tool length compensation on.
Off. Z
Off. Z´
Off. X
Off. X´