Programming manual.
CNC 8070
2.
MACHINE OVERVIEW
Home search
·58·
(REF: 1709)
2.4 Home search
2.4.1 Definition of "Home search"
It is the operation used to synchronize the system. This operation must be carried out when
the CNC loses the position of the origin point (e.g. by turning the machine off).
In order to perform the "Home search", the machine manufacturer has set particular points
of the machine; the machine zero and the machine reference point.
• Machine zero.
It is the origin point of the machine reference system.
• Machine reference point.
It is the physical point where the system is synchronized (except when the machine uses
I
0
distance-coded reference marks or absolute feedback). It may be located anywhere
on the machine.
When "searching home", the axes move to the machine reference point and the CNC
assumes the coordinate values assigned to that point by the machine manufacturer, referred
to machine zero. When using I
0
distance-coded reference marks or absolute feedback, the
axes will only move the distance necessary to verify their position.
O
M
O
W
H
X
MH
Y
MH
Z
MH
X
WH
Y
WH
Z
WH
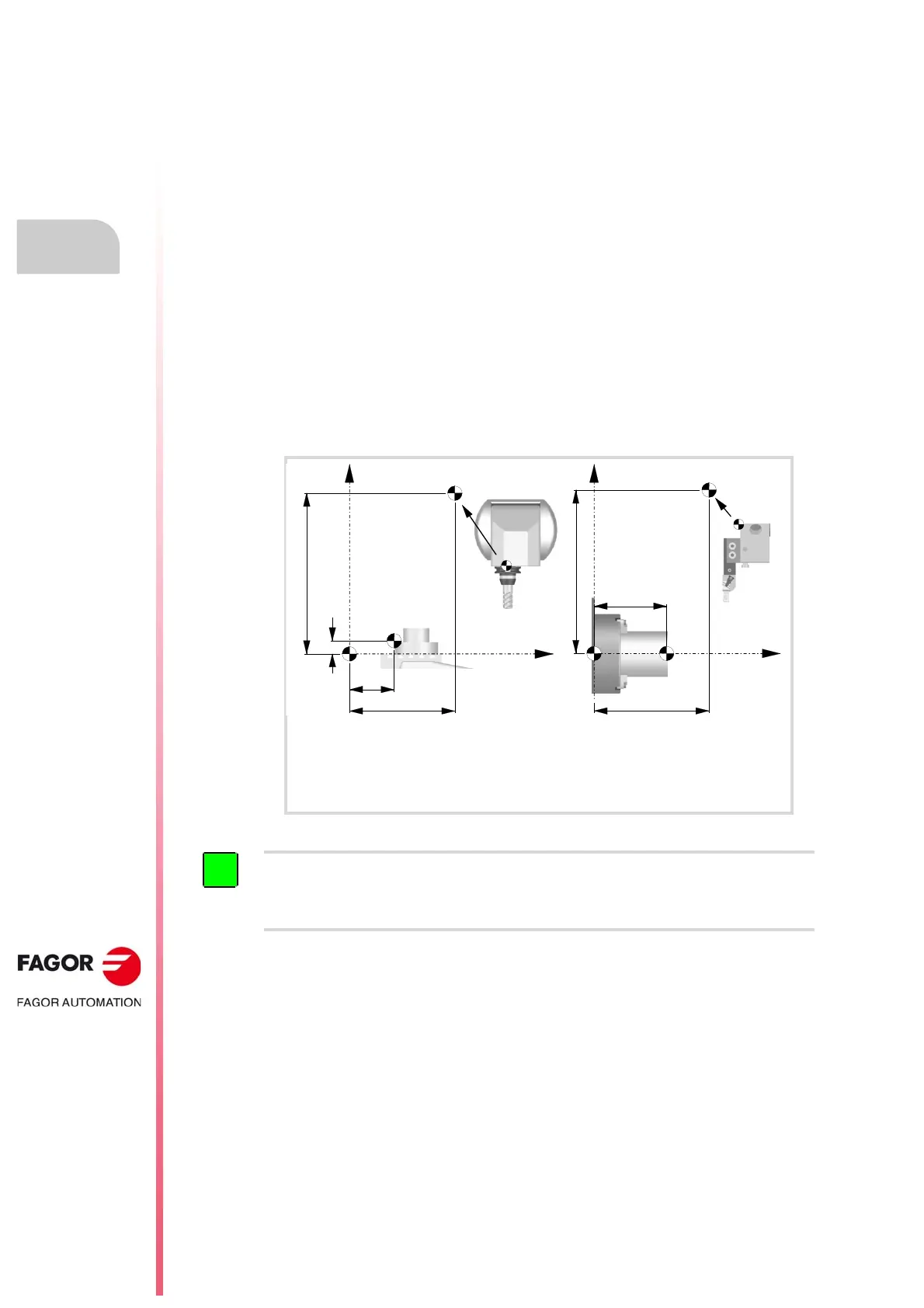
Machine zero.
Part zero.
Machine reference point.
Coordinates referred to machine reference system.
Coordinates referred to the part reference system.
Z
X
O
M
O
W
X
MH
X
MW
Z
MW
Z
MH
H
X
Z
H
O
M
O
W
Z
MH
Z
MW
X
MH
When programming a "Home search", neither the fixture offsets nor the zero offsets are canceled;
therefore, the coordinates are displayed in the active reference system.
On the other hand, if "Home search" is carried out one axis at a time in JOG mode (not in MDI), the
active offsets are canceled and the coordinates being displayed are referred to machine zero.