Programming manual.
CNC 8070
TOOL COMPENSATION
13.
Tool radius compensation
·255·
(REF: 1709)
13.1.5 Change of type of radius compensation while machining
The compensation may be changed from G41 to G42 or vice versa without having to cancel
it with G40. It may be changed in any motion block or even in a motionless one; i.e. without
moving the axis of the plane or by programming the same point twice.
It compensates independently the last movement before the change and the first one after
the change. To change the type of compensation, the different cases are solved according
to the following criteria:
A The compensated paths cut each other.
The programmed paths are compensated each on its corresponding side. The side
change takes place in the intersection point between both paths.
B The compensated paths do not cut each other.
An additional section is inserted between the two paths. From the point perpendicular
to the first path at the end point up to the point perpendicular to the second path at the
starting point. Both points are located at a distance R from the programmed path.
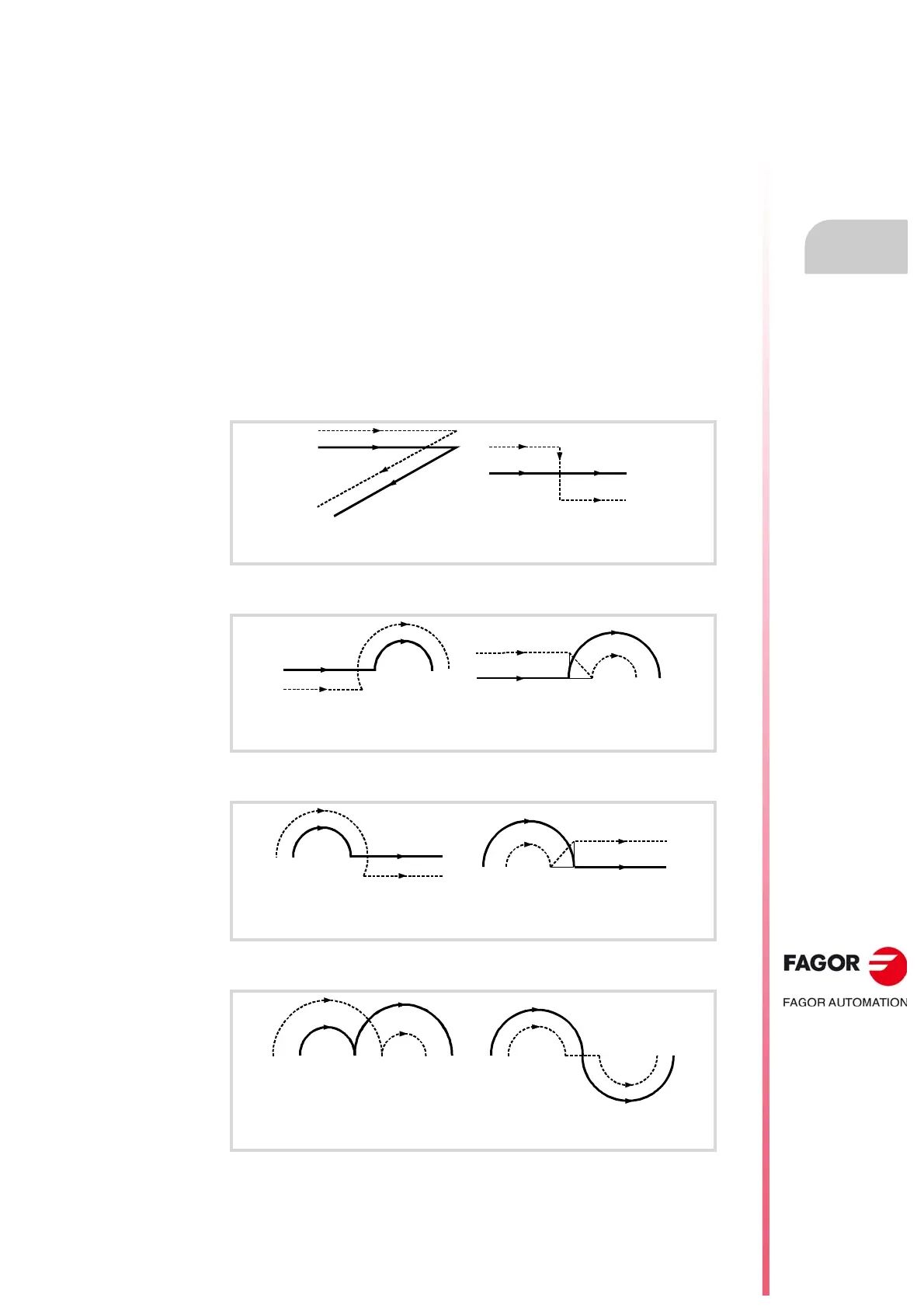
Here is a summary of the different cases:
• Straight - straight path:
• Straight - circle path:
• Circle - straight path:
• Circle - circle path: