Programming manual.
CNC 8070
ELECTRONIC THREADING AND RIGID TAPPING.
10.
Electronic threading with variable pitch (G34)
·185·
(REF: 1709)
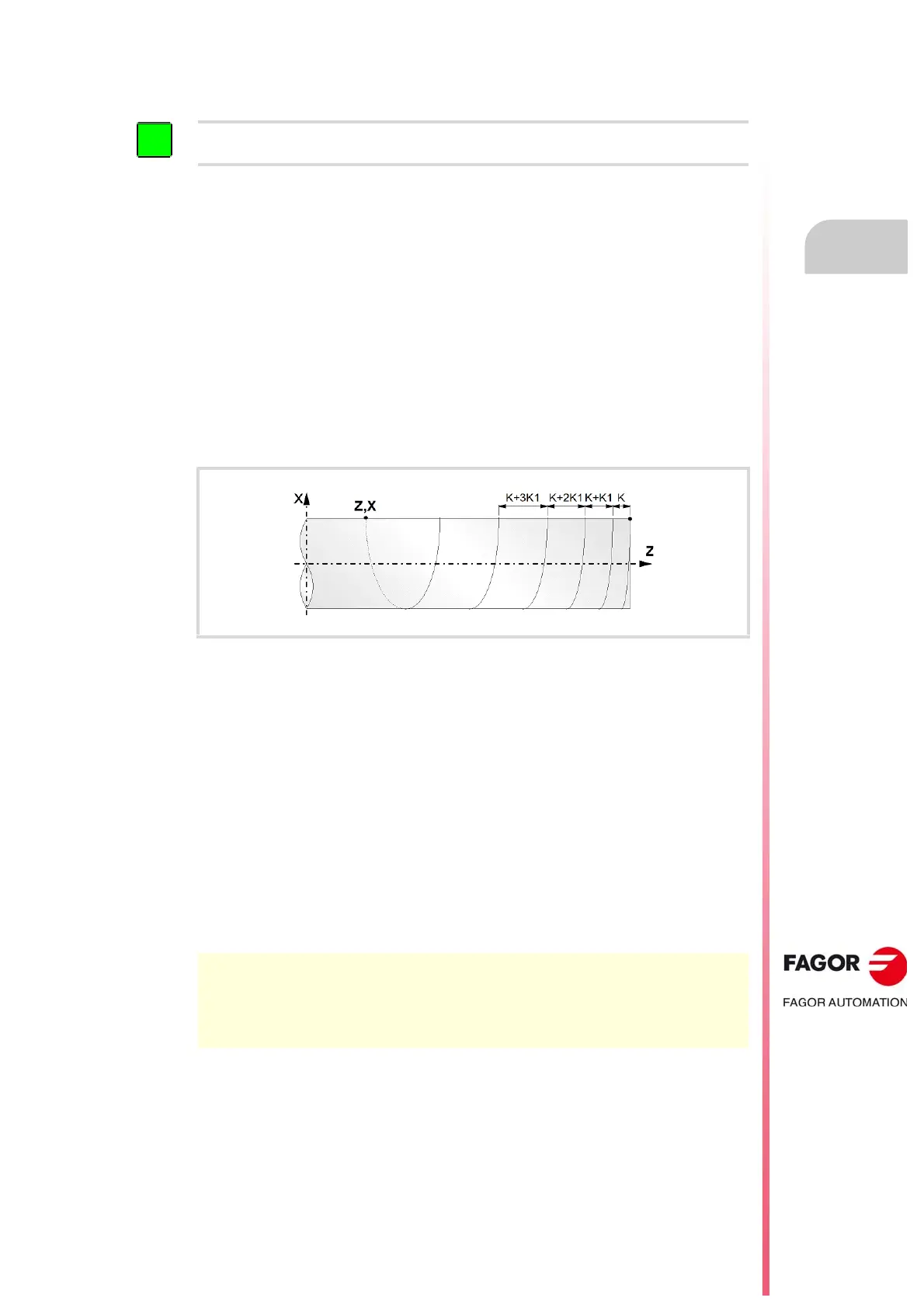
10.2 Electronic threading with variable pitch (G34)
The electronic threading executes the programmed thread in a single pass. In the electronic
threading, the CNC does NOT interpolate the movement of the axes with the spindle.
Although, this type of threads are carried out along an axis, the CNC permits interpolating
several axes. Besides, with electronic threading, it is possible to make threads with several
entries (starts) and to blend threads.
Electronic threading may be carried out with any spindle, but when not using the master
spindle, the spindle being used must be synchronized with it. The spindles may be
synchronized via program using the instruction #SYNC or #TSYNC.
Programming.
Program function G34 followed by the coordinates of the end point of the thread and the
starting thread pitch and the pitch increment or decrement of the thread pitch. Optionally,
the entry angle may be defined which allows multi-entry (starts) thread.
Programming format.
The programming format is the following; the list of arguments appears between curly
brackets and the optional ones between angle brackets.
G34 X..Z{pos} I/J/K{pitch} K1={pitchvar} <Q1={angle}>
Coordinates of the end point.
Although, this type of threads are carried out along an axis, the CNC permits interpolating
several axes. The coordinates of the end point may be defined either in Cartesian or Polar
coordinates as well as in absolute and incremental coordinates.
For electronic threading, the machine must have a rotary encoder installed on the spindle.
X..Z{pos} Coordinates of the end point.
Units: millimeters/inches.
I/J/K{pitch} Optional. Starting thread pitch.
Units: millimeters/inches.
Q1={angle} Optional. Spindle angular position for the starting point of the thread. If not
programmed, the function assumes a value of 0.
Units: ±359.9999 degrees.
K1={pitchvar} Optional. Increment (K1>0) or decrement (K1<0) of the thread pitch per spindle
turn.
Units: millimeters/inches.
G34 Z-50 K3 K1=2 Q1=0
(Thread pitch 3 mm and 2 mm increment per turn)
G34 Z-40 K1 K1=1.5 Q1=30
G34 Z-80 K1 K1=1.5 Q1=210
(Two-start thread, at 30º and 210º)