Programming manual.
CNC 8070
STATEMENTS AND INSTRUCTIONS
22.
Programming statements
·385·
(REF: 1709)
22.1.4 Display instructions. Define the size of the graphics area
The instruction #DGWZ may be used to define cylindrical or prismatic parts at both CNC
models. The defined parts are kept until a new one is defined, they are changed or the CNC
is turned off. Up to four different parts may be programmed and each one may be assigned
to several channels at the same time.
(*) On an ·M· model, having the dual-purpose machine option, the instruction draws a prismatic part.
(*) On an ·T· model, having the dual-purpose machine option, the instruction draws a cylindrical part.
The origins for the parts will be the ones defined in the execution channel.
Programming.
When programming this instruction, it is necessary to define the size of the part and optionally
the part number and the channels it is associated with. Both parameters, part number and
channels may be programmed in any order.
Programming format (1). Defining a prismatic part.
The programming format is the following; the list of arguments appears between curly
brackets and the optional ones between angle brackets. The RECT command may be left
out at the mill model.
#DGWZ <RECT> [{Xmin},{Xmax},{Ymin},{Ymax},{Zmin},{Zmax}] <P{1-4}>
<C{1-4}>..<C{1-4}>
Instruction. ·M· model. ·T· model. Dual-purpose
machine.
#DGWZ Prismatic part. Cylindrical part. (*)
#DGWZ RECT Prismatic part. Prismatic part. Prismatic part.
#DGWZ CYL Cylindrical part. Cylindrical part. Cylindrical part.
<RECT>
Optional at the mill model. Prismatic part.
{Xmin}{Xmax}
Minimum and maximum limit on the first axis of the channel.
{Ymin}{Ymax}
Minimum and maximum limit on the second axis of the channel.
{Zmin}{Zmax}
Minimum and maximum limit on the third axis of the channel.
<P{1-4}>
Optional. Part number (between 1 and 4).
<C{1-4}>
Optional. Number of channel associated with the part (between 1 and 4).
The instruction lets associate several channels to the same part in any
order.
#DGWZ [-10, 100, -15, 40, 0, 20]
(It can only be programmed at the ·M· model)
#DGWZ RECT [-10, 100, -15, 40, 0, 20]
#DGWZ RECT [-10, 100, -15, 40, 0, 20] P1 C1 C2
#DGWZ RECT [-10, 100, -15, 40, 0, 20] C2 P1 C1 C3
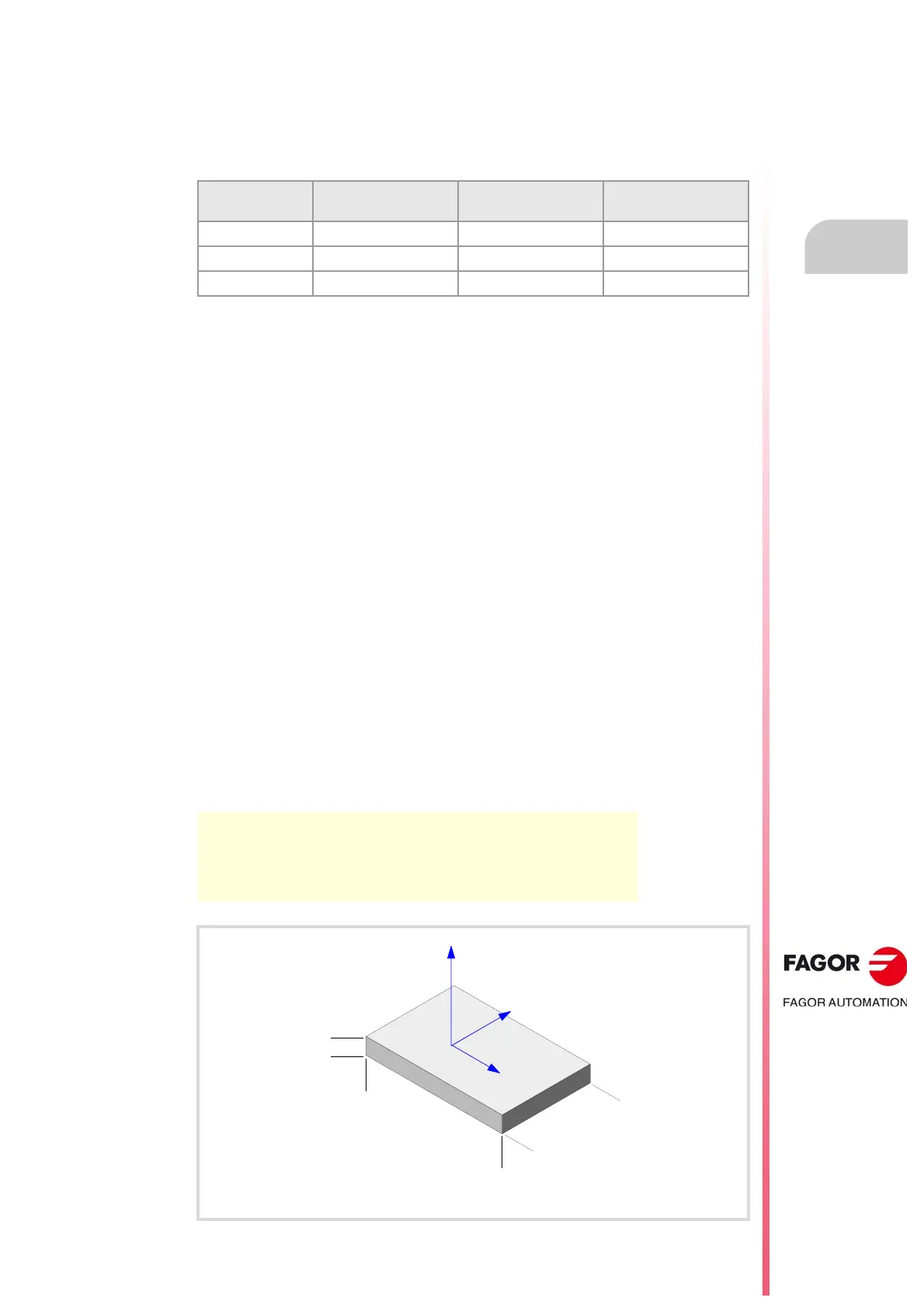
#DGWZ RECT [{Xmin},{Xmax},{Ymin},{Ymax},{Zmin},{Zmax}]
Xmax
Xmin
Z
X
Y
Ymin
Ymax
Zmin
Zmax