Programming manual.
CNC 8070
3.
COORDINATE SYSTEM
Coordinate programming
·70·
(REF: 1709)
3.5.3 Angle and Cartesian coordinate.
In the main plane, a point may be defined using one of its Cartesian coordinates (X..Z) and
the angle (Q) formed by the abscissa axis and the line joining the starting point and the final
point. To represent a point in space, the rest of the coordinates may be programmed in
Cartesian coordinates.
Both values, coordinate and angle, must always be programmed; otherwise, compatibility
is maintained with Polar/Cartesian programming. This type of programming is valid for linear
and circular interpolations.
• The coordinates may be absolute (G90) or increment (G91) and may be given in mm or
inches.
• The angle will always be an absolute value (regardless of the active G90/G91 function)
and it must be given in degrees.
Like in Polar programming, coordinate-angle programming is not possible while the MCS
function is active.
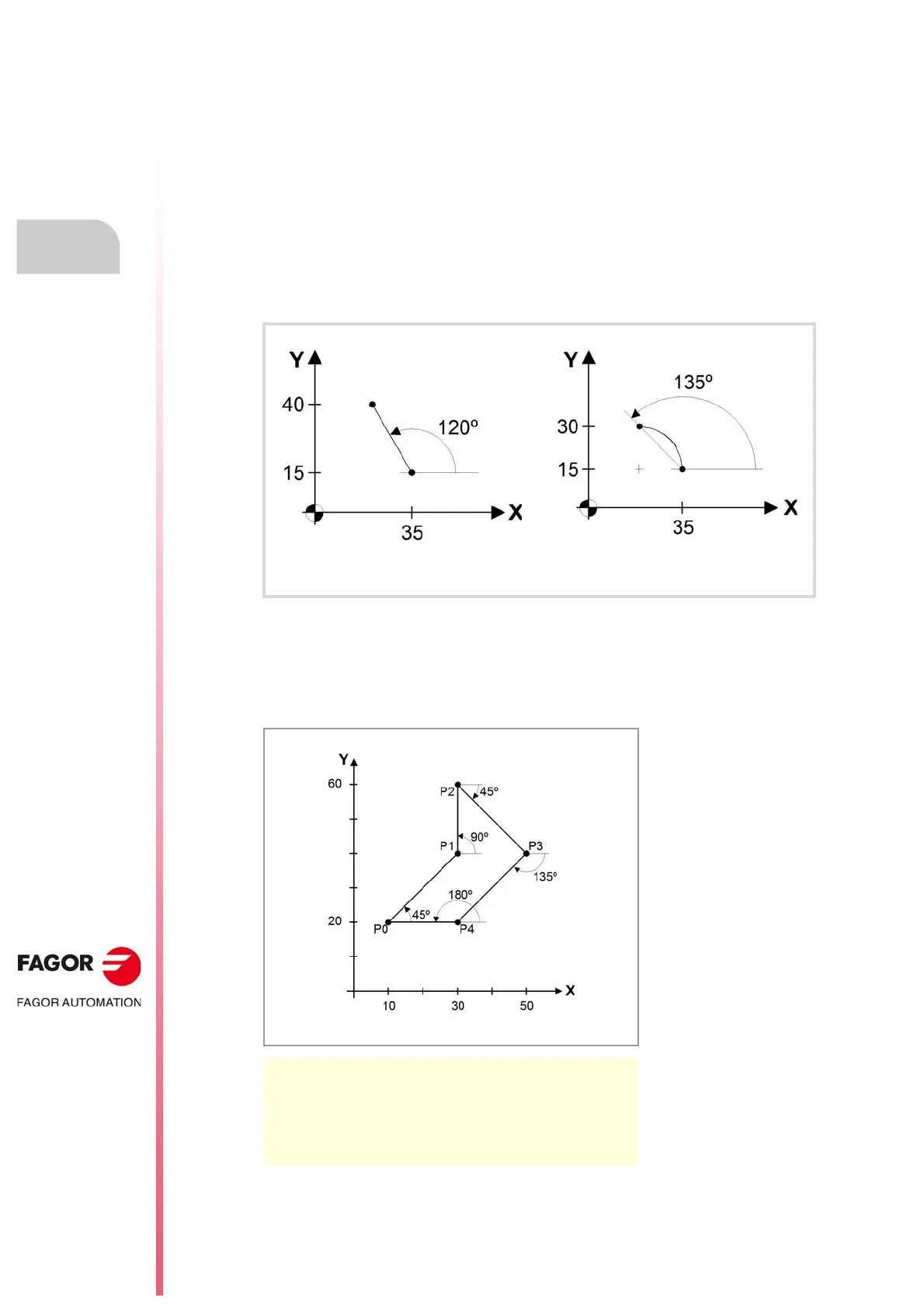
Programming example (·M· model)
G90 G00 X35 Y15
G01 Y40 Q120 F500
G90 G00 X35 Y15
G03 Y30 Q135 R15 F500
G00 G90 X0 Y20 ; Point P0
G01 X30 Q45 ; Point P1
G01 Y60 Q90 ; Point P2
G01 X50 Q-45 ; Point P3
G01 Y20 Q-135 ; Point P4
G01 X10 Q180 ; Point P0