Programming manual.
CNC 8070
ORIGIN SELECTION
5.
Polar origin preset (G30)
·95·
(REF: 1709)
Function properties
The G30 function is modal. The polar origin stays active until another value is preset or the
work plane is changed. When changing the work plane, it assumes the part zero of that plane
as the new polar origin.
On power-up, after an M02 or M30 and after an EMERGENCY or a RESET, the CNC
assumes the currently selected part zero as the new polar origin.
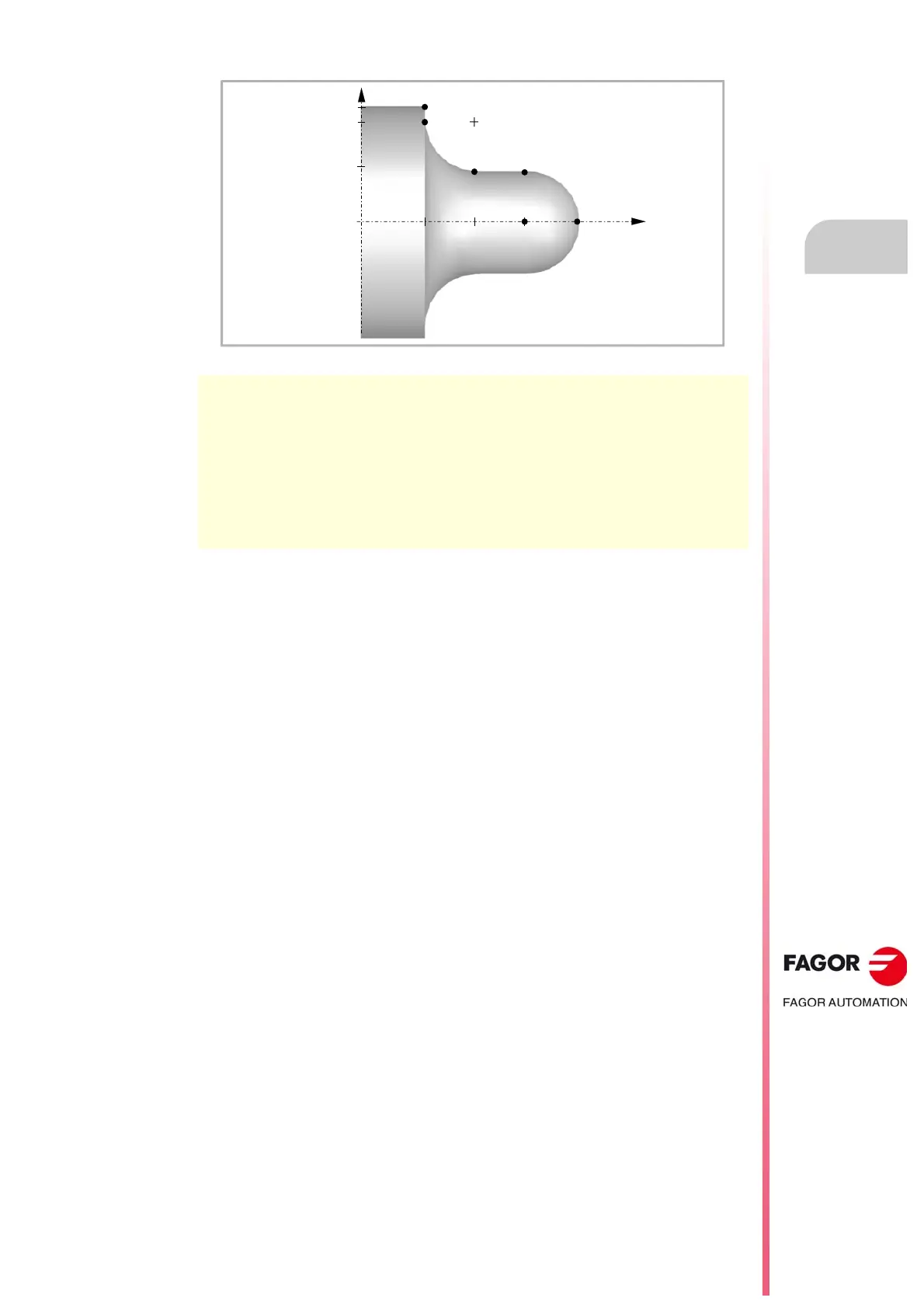
G18 G151 ; Main plane Z-X, and programming in diameters.
G90 X180 Z50 ; Point P0, programming in diameters.
G01 X160 ; Point P1, in a straight line (G01).
G30 I90 J160 ; Presets P5 as polar origin.
G03 Q270 ; Point P2, in arc (G03).
G01 Z130 ; Point P3, in a straight line (G01).
G30 I130 J0 ; Presets P6 as polar origin.
G02 Q0 ; Point P4, in arc (G02).
X
Z
P0
50
80
90
130
170
P1
P2
P3
P5
P4P6
90
40