Programming manual.
CNC 8070
4.
WORK PLANES.
Select any work plane and longitudinal axis.
·78·
(REF: 1709)
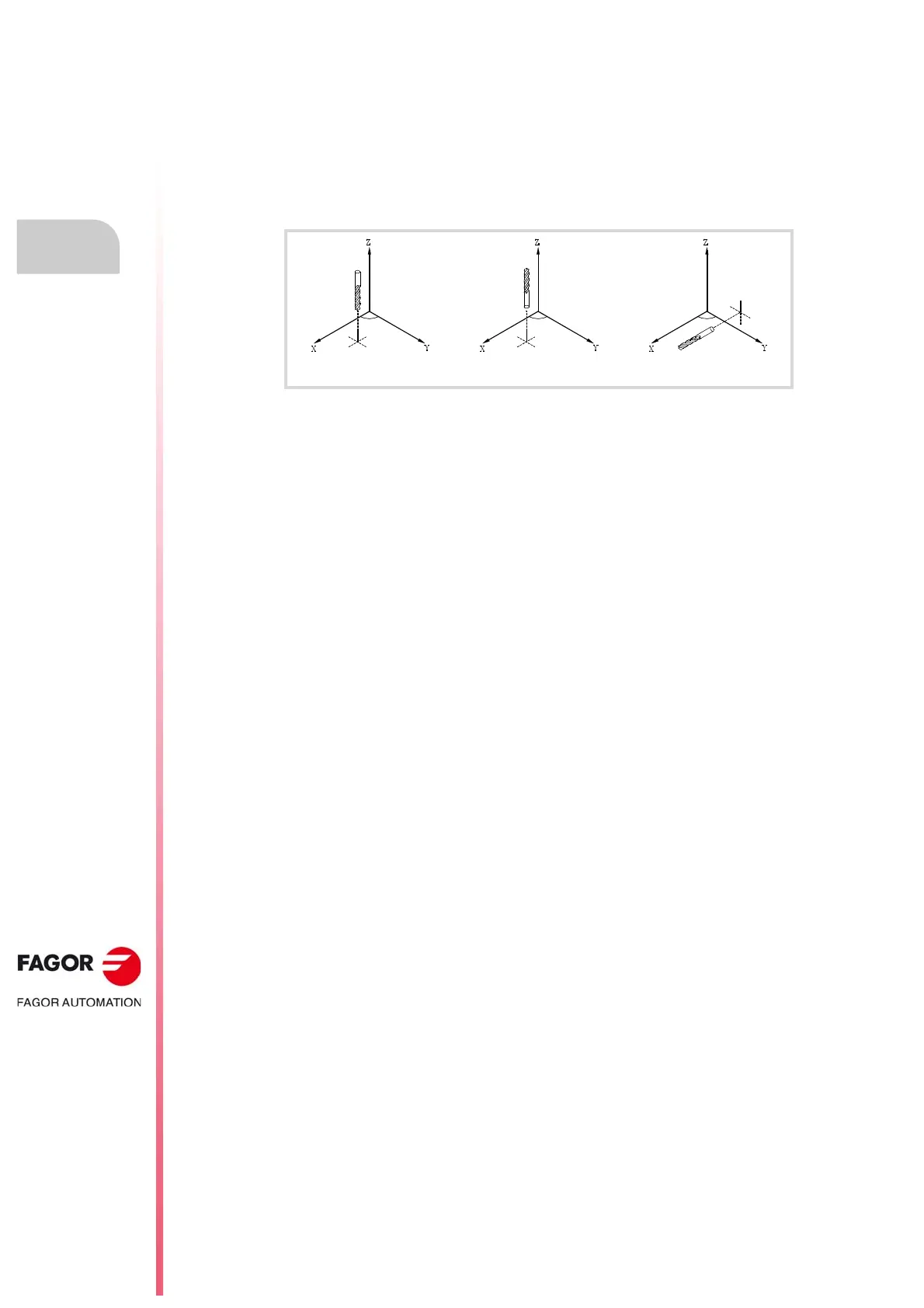
Select the longitudinal axis of the tool.
When selecting the longitudinal axis with G20, tool orientation may be established according
to the programmed sign.
• If the parameter to select the longitudinal axis is positive, the tool is positioned in the
positive direction of the axis.
• If the parameter to select the longitudinal axis is negative, the tool is positioned in the
negative direction of the axis.
Properties of the function and Influence of the reset, turning the
CNC off and of the M30 function.
Function G20 is modal and incompatible with G17, G18 and G19. On power-up, after an M02
or M30 and after an emergency or a reset, the CNC assumes function G17 or G18 as set
by the machine manufacturer (parameter "IPLANE").
G20 X1 Y2 Z3 G20 X1 Y2 Z-3 G20 X1 Y2 X-3 Z5
 Loading...
Loading...





