Moog Animatics SmartMotor™ Developer's Guide,Rev. L
Page 149 of 909
Proper use of the ECS command will allow
full packing of material onto a spool
regardless of variance in material width.
1.
A sensor reads the material width.
2.
Through programming, the user will
scale value to encoder counts.
3.
Based on encoder counts, the
traversing SmartMotor will have ECS
(encoder counts) issued, which results
in a change to incoming master counts
by that value.
4.
The SmartMotor adjusts its gearing.
The ECS command is for tiny continuous corrections, where changing MFMUL or MFDIV is not
desired because the basic ratio needs to remain fixed, but changes in demand for correction
may need to be adjusted over time. For example, assuming you have a program with normal
gearing:
MFMUL=1 'Ratio (default is 1)
MFDIV=1 'Ratio (default is 1)
MFR 'Enable follow mode
G 'Begin move.
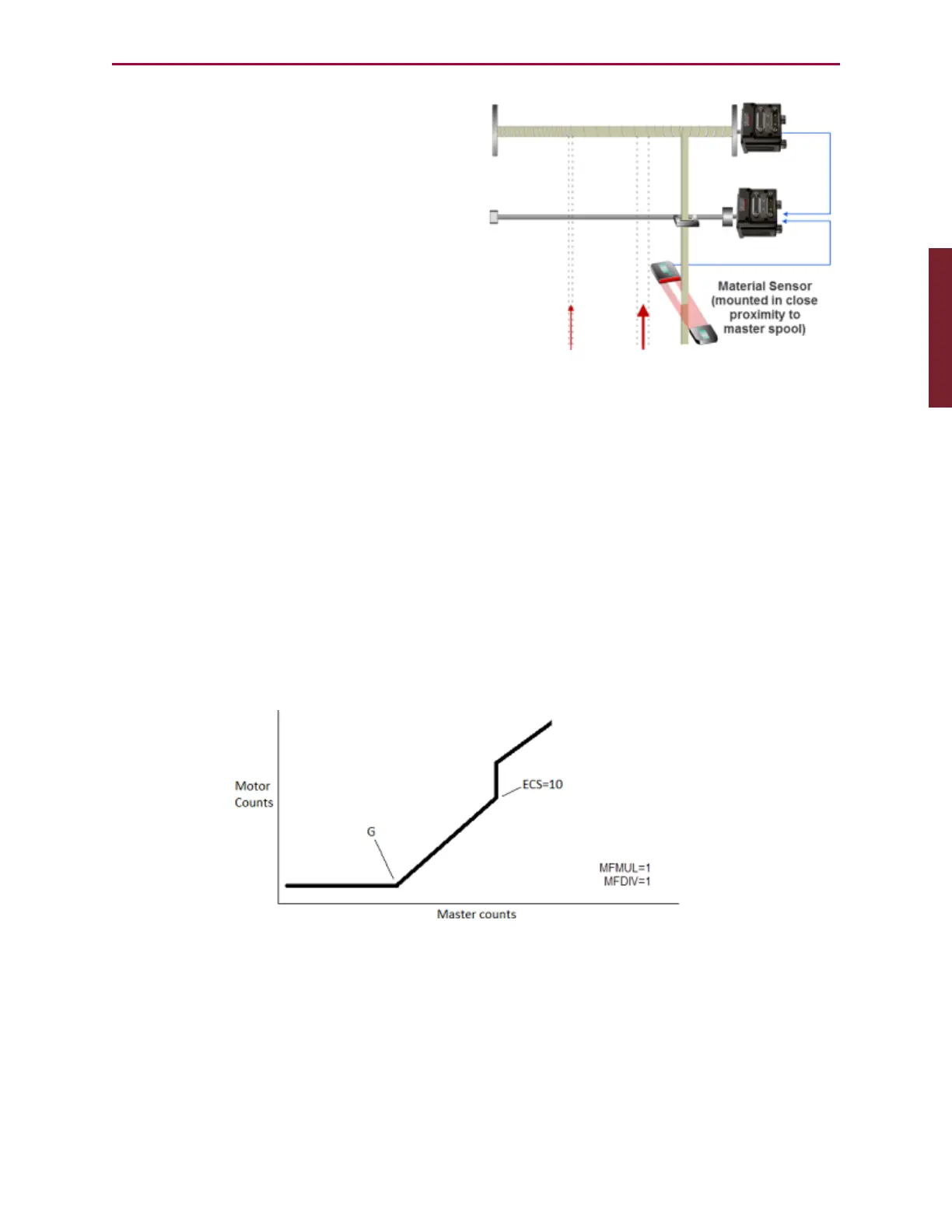
In this case, the motor begins spinning at a 1:1 ratio of external encoder input. Then you
issue:
ECS(10) 'Encoder count shift of 10 counts
The motor will lunge forward by 10 encoder counts, as shown in the following figure.
Change Caused by ECS Command
However, if MFMUL=100 and MFDIV=1 (100:1 ratio), the motor would lunge forward by 1000
counts because the ratio is multiplied by the ECS value. In this case, if EL(Error Limit) was set
to 1000 or less, the change from ECS would cause an instantaneous following error. It could
also cause peak overcurrent errors.
Part 1: Programming: ECS(counts)