Maintenance
2751−4/A1
Winterthur Gas & Diesel Ltd.
1/ 2
Valve Head − Grind the Seating Surface
Tools:
1 Feeler gauge 94122
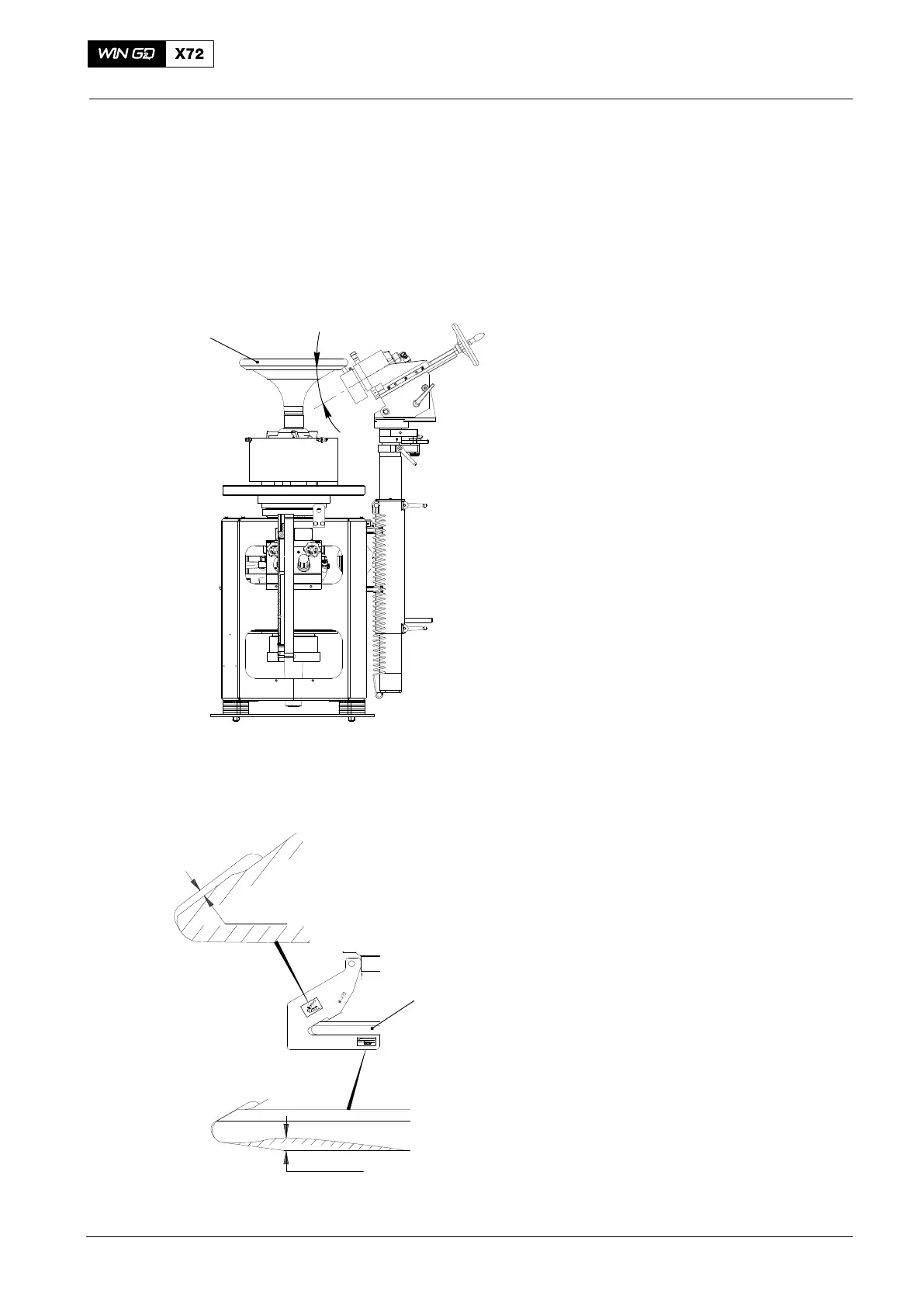
1 Tool, valve grinding device 94291
1 Template 94292
1. General
Use only the tool (94291, Fig. 1) to grind the
valve head.
You must grind valve heads that have
damage or corrosion on the seating surface.
If the rotation wing is missing from the valve
spindle, do not grind the valve head.
2. Valve Head − Grind
1) Read the data in the manufacturer’s
manual for the grinding tool (94291).
2) Put the grinding tool (94291) in an
area where there is no vibration.
Note: If necessary, put the tool on a
rubber mat. This will help to
prevent rough surfaces during the
grinding procedure.
3) Put the valve spindle in position in the
tool (94291).
4) Put the gauge (94292) on the valve
head (1, Fig. 2).
Note: The data shown on the
gauge (94292) shows the
maximum limits for the valve head.
5) Use the feeler gauge tool (94122) to
measure the values.
6) If the values are less than the limits
given, do step a) to step c):
a) Use the tool (94291) to grind the
surface of the valve head (1).
Remove only the minimum
material necessary to get a
smooth, flat surface.
b) Use an applicable coolant to keep
the valve head (1) cool.
c) Keep the angle of the valve head
(1) to between 30°16' and 30°18'.
Note: You can grind off a maximum of
3.0 mm from the seating surface.
7) Do a check of the valve seat and valve
spindle, see2751−3, paragraph 5.
Exhaust Valve
2015
WCH03263
a
a = between:
30°16' and 30°18'
WCH03263
1
1
Fig. 1
Fig. 2
Max. 9.0 mm
Max. 3.0 mm
 Loading...
Loading...