4 MACHINING PROGRAM
4-36
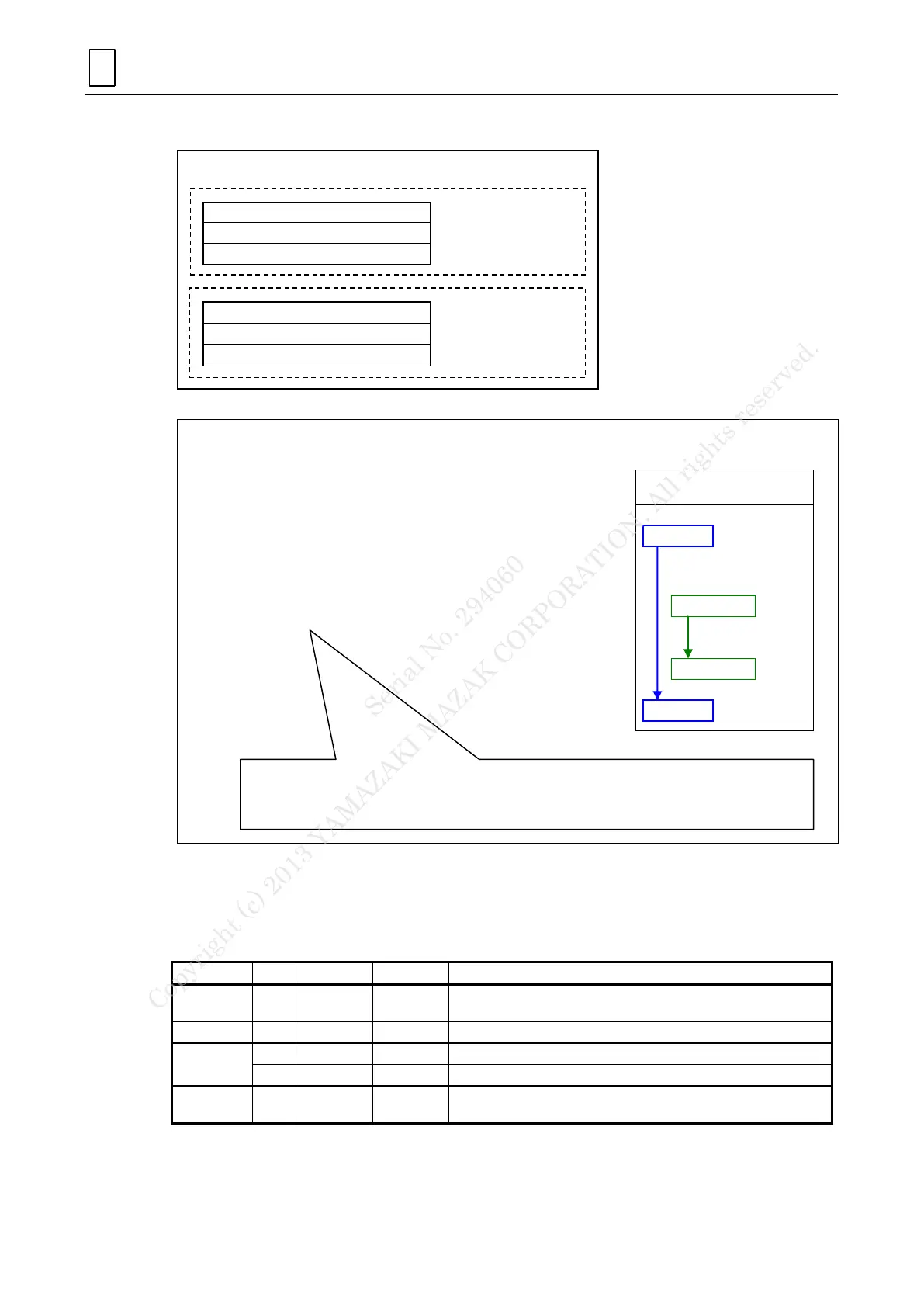
B. Program composition
C. Parameter setting
The main parameter of processing is described.
The table shows the standard parameter and setting set in this manual.
Parameter setting
High-speed smoothing control valid
(No deceleration at very slightly stepped sections)
Tool tip point control scheme Joint interpolation
Rotational axis shape correction Valid
Moving axes by using G49 (tool length offset cancel) in G43 (tool
length offset) mode Invalid
Note : See 4-4-5: 5-axis machining program for the tool tip point control (G43.4).
G61.1
M108
G90G53Bb
G90G00Cc.
G90G43G00XxYyZzBbCcHhP1
B107
G05P2
G01XxYyFf
(Machining pattern)
G00XxZz
G05P0
G64
Machining motion of program composition -4-axis machining-
Note: Feed rate based on work may differ from F command if there are rotation commands in the
blocks.
Use G43.4 tool tip point control function if possible. (Reference: 4-4-5 5-axis machining
program)
--- Geometry compensation
--- B-axes unclamping
--- B-axis positioning
--- C-axis positioning
--- Tool length offset (P1)
--- B-axes clamping
--- High-speed machining mode ON
--- Head block for machining contour
--- Machining pattern
--- Escape
--- High-speed machining mode OFF
--- Geometry compensation OFF
High-speed
machining mode
The figure below indicates
setting of each mode
Instruction in
machining motion
Instruction in
preparation motion
for machining
High-speed machining mode
Program composition element
Serial No. 294060
Copyright (c) 2013 YAMAZAKI MAZAK CORPORATION. All rights reserved.
 Loading...
Loading...