198 8 Milling and Drilling
8.2 Additional Milling Functions
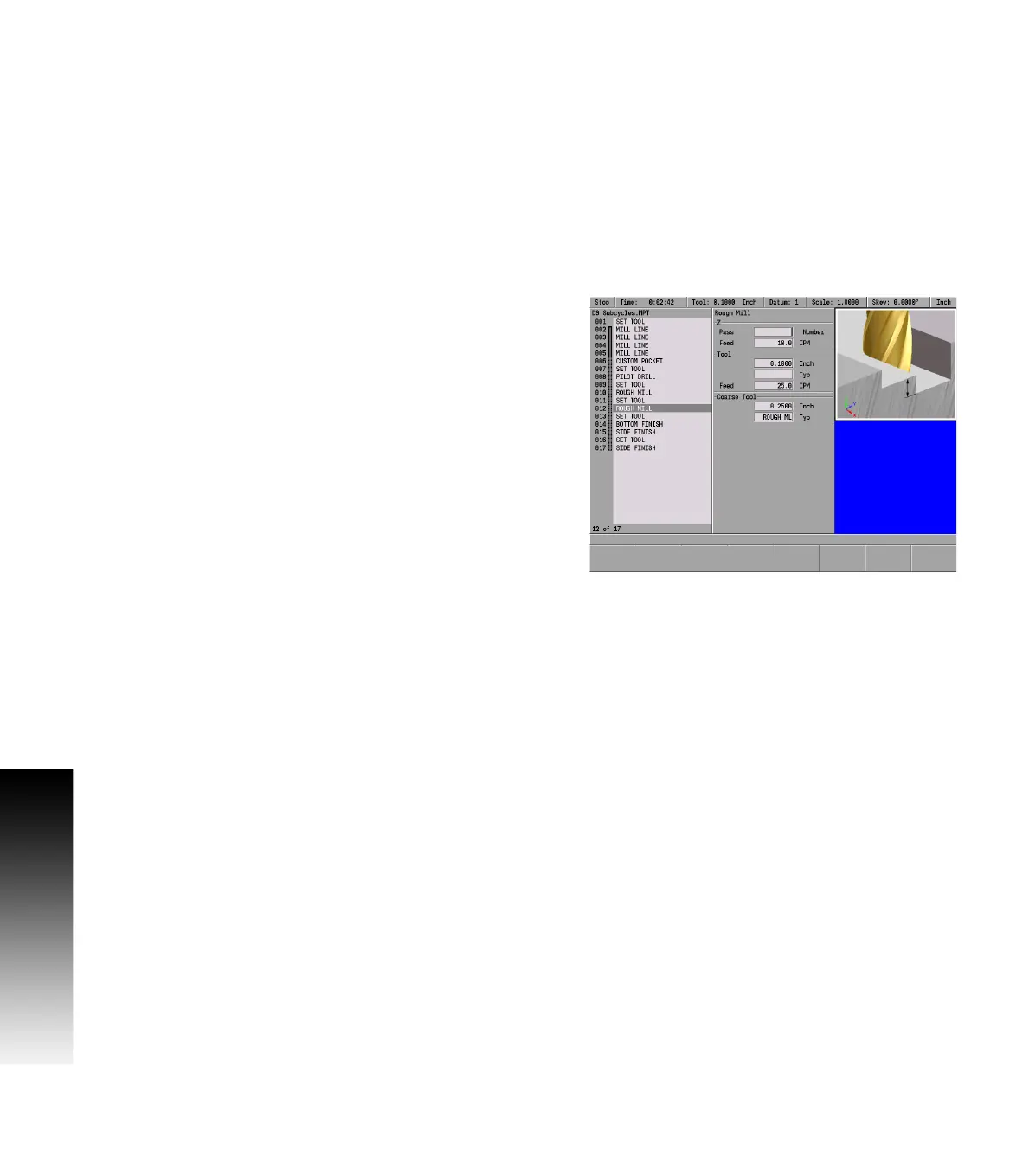
Rough Milling
It is possible to rough mill a custom pocket with multiple tools, starting
with a larger tool to remove large amounts of material quickly followed
by smaller tools to remove material inaccessible to the previous tool.
Each subsequent tool change and rough mill cycle only removes the
material left by the previous coarse tool.
Rough milling is programmed after pilot drilling and before finishing
operations. If no finish steps are programmed after roughing, the
finish operations are performed using the parameter settings in the
custom pocket step.
To program a rough mill operation:
From the PGM screen, place the cursor immediately below the
custom pocket or pilot drill step.
Program a Set Tool step with the rough drill tool's size and
parameter settings.
Press the Program Steps soft key
Select Rough Mill in the popup menu.
Enter the number of passes or distance between each rough pass
in the Z axis.
Enter the Z axis feed rate.
Enter the table's feed rate.
Press the USE key.
 Loading...
Loading...

