76 4 Tool Table
4.2 Tool Data
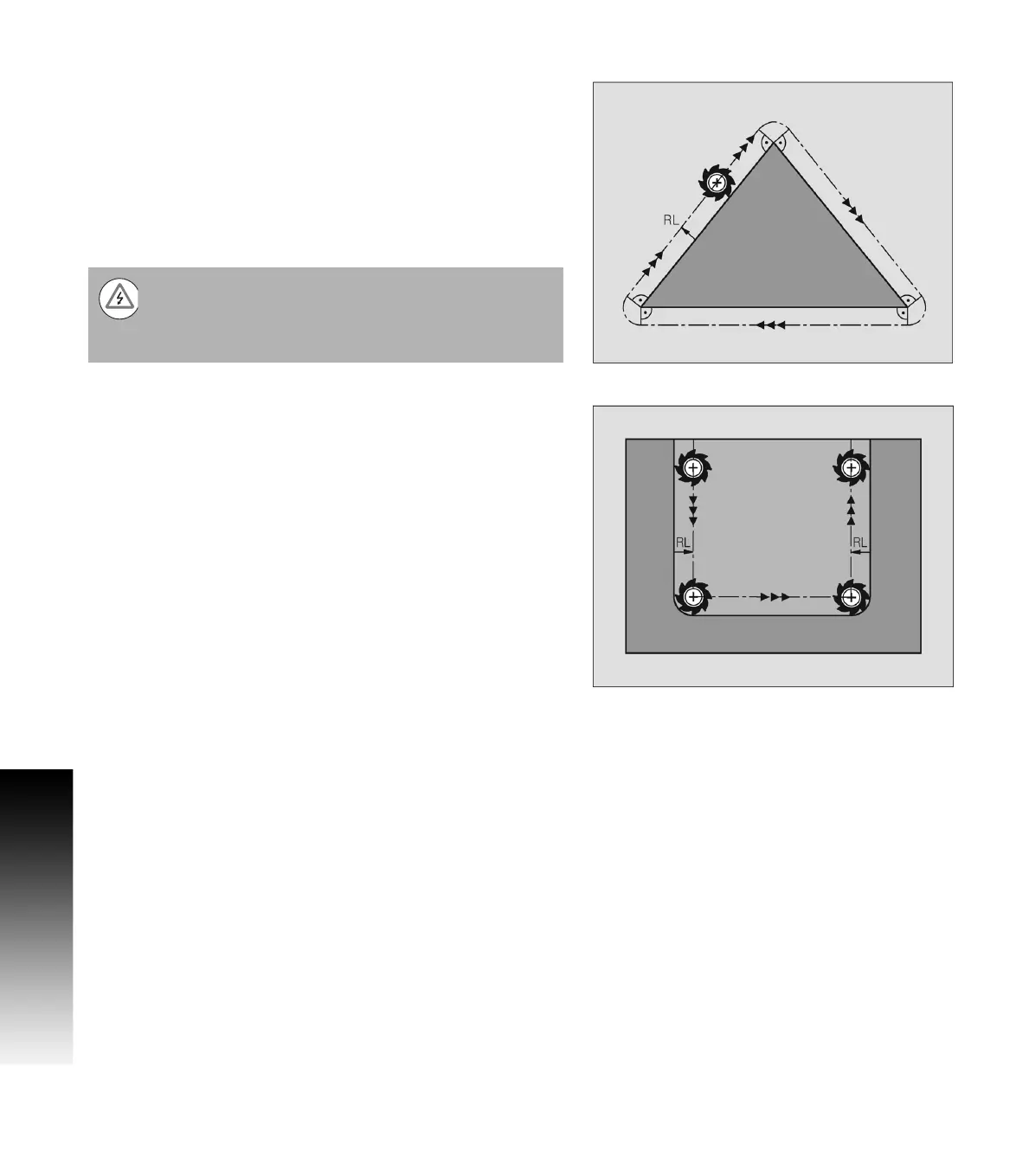
Radius offset: machining corners
Outside corners:
A programmed path around the outside corners on a transitional arc
should have the feed rate at the outside corners reduced to relieve
machining stress. Typical for any great changes of direction.
Inside corners:
The operator must program the MILLPWR
G2
for the intersection of
the tool center paths at inside corners. From this point it then starts
the next contour element. This prevents damage to the work piece.
The permissible tool radius, therefore, is limited by the geometry of
the programmed contour.
Danger of collision!
To prevent the tool from damaging the contour, be careful
not to program the starting or end position for machining
inside corners at a corner of the contour.