CNC 8070
13
·239·
(REF: 1709)
TOOL COMPENSATION
Tool compensation allows programming the contour to be machined based on part
dimensions and without taking into account the dimensions of the tool that will be used later
on. This way, there is no need to calculate and redefine the tool path depending on the radius
and length of each tool.
Types of compensation
Tool radius compensation (milling).
When working with tool radius compensation, the tool center follows the programmed path
at a distance equal to the tool radius. Thus obtaining the right dimensions of the programmed
part.
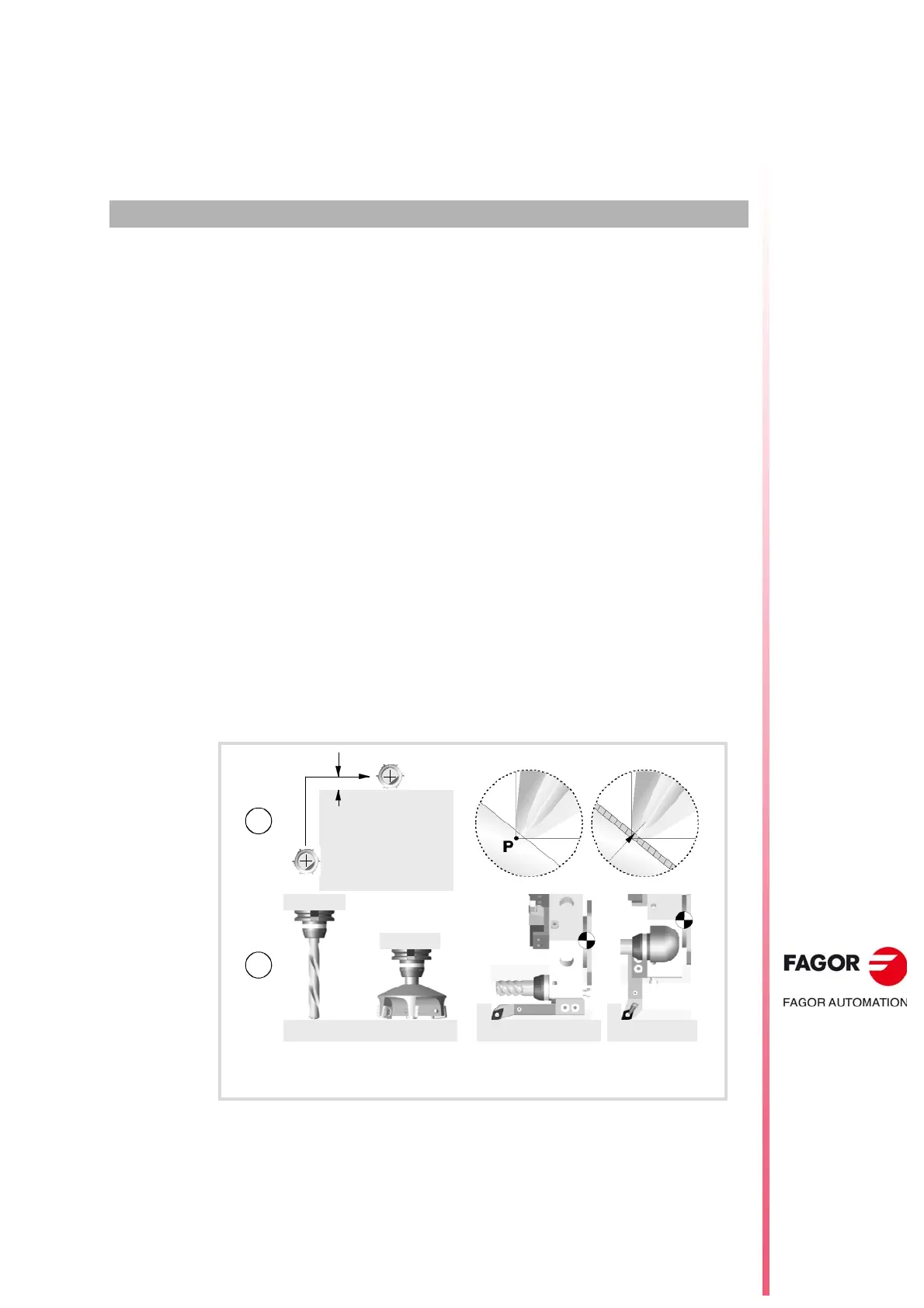
Tool radius compensation (lathe).
The CNC assumes as theoretical tool tip (P) the result of the sides used when calibrating
the tool. Without tool radius compensation, the theoretical tool tip (P) travels the programmed
path leaving machining ridges in incline and curved sections. With tool radius compensation,
it takes into account the tool tip radius and the location code (shape) or type of tool obtaining
the dimensions of the programmed part.
Tool length compensation.
When working with tool length compensation, the CNC compensates for the length
difference between the different programmed tools.
(A)Compensación de radio.
(B)Tool length compensation.