Programming manual.
CNC 8070
18.
TANGENTIAL CONTROL.
Turning tangential control on and off.
·314·
(REF: 1709)
The positioning angle in only maintained when tangential control is "frozen"; in the rest of
the cases, it must be programmed every time tangential control is activated. See
"18.2 Freezing tangential control." on page 316.
Positioning feedrate for the tangential axis.
The feedrate for the tangential axes is set with the instruction #TANGCTRL. This feedrate is
only applied to the movements of the tangential axes; not to the axes of the plane whose
feedrate is F.
The tangential feedrate stays active even when tangential control is canceled. This means
that the feedrate will be applied the next time tangential control is activated.
If no feedrate has been defined for the tangential axis, it behaves as follows. In any case,
the maximum feedrate for each tangential axis will be limited by its machine parameter
MAXFEED.
• If the tangential axis must move alone, it moves at the feedrate set by machine parameter
MAXFEED.
• If the tangential axis moves with the axes of the plane, its feedrate is the same as the
one for those axes.
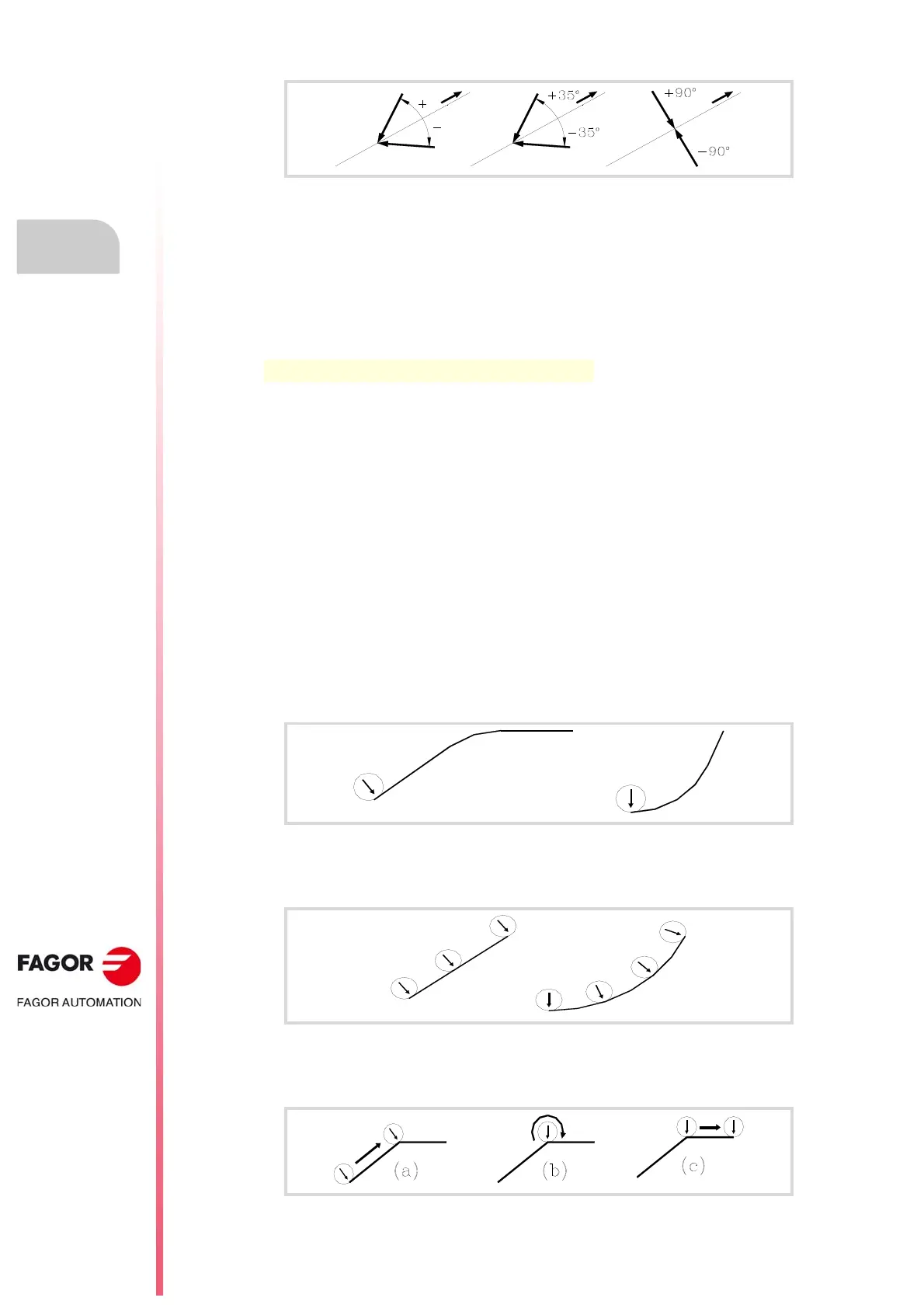
Operation of the tangential control.
Every time tangential control is activated, the CNC acts as follows:
1 The CNC orients the tangential axis with respect to the first section and it puts it in the
programmed position.
2 The interpolation of the plane axes starts once the tangential axis has been positioned.
The orientation of the tangential axis is maintained in linear sections whereas in circular
interpolations the programmed orientation is maintained throughout the whole travel.
3 Blending two sections requires a new orientation of the tangential axis, the CNC ends
the section in progress, then orients the tangential axis with respect to the next section
and goes on with the execution.
#TANGCTRL ON [F1000]