smart.Turn units for the Y axis | Units – Milling in Y axis
3
224
HEIDENHAIN | User's Manual smart.Turn and DIN Programming | 12/2017
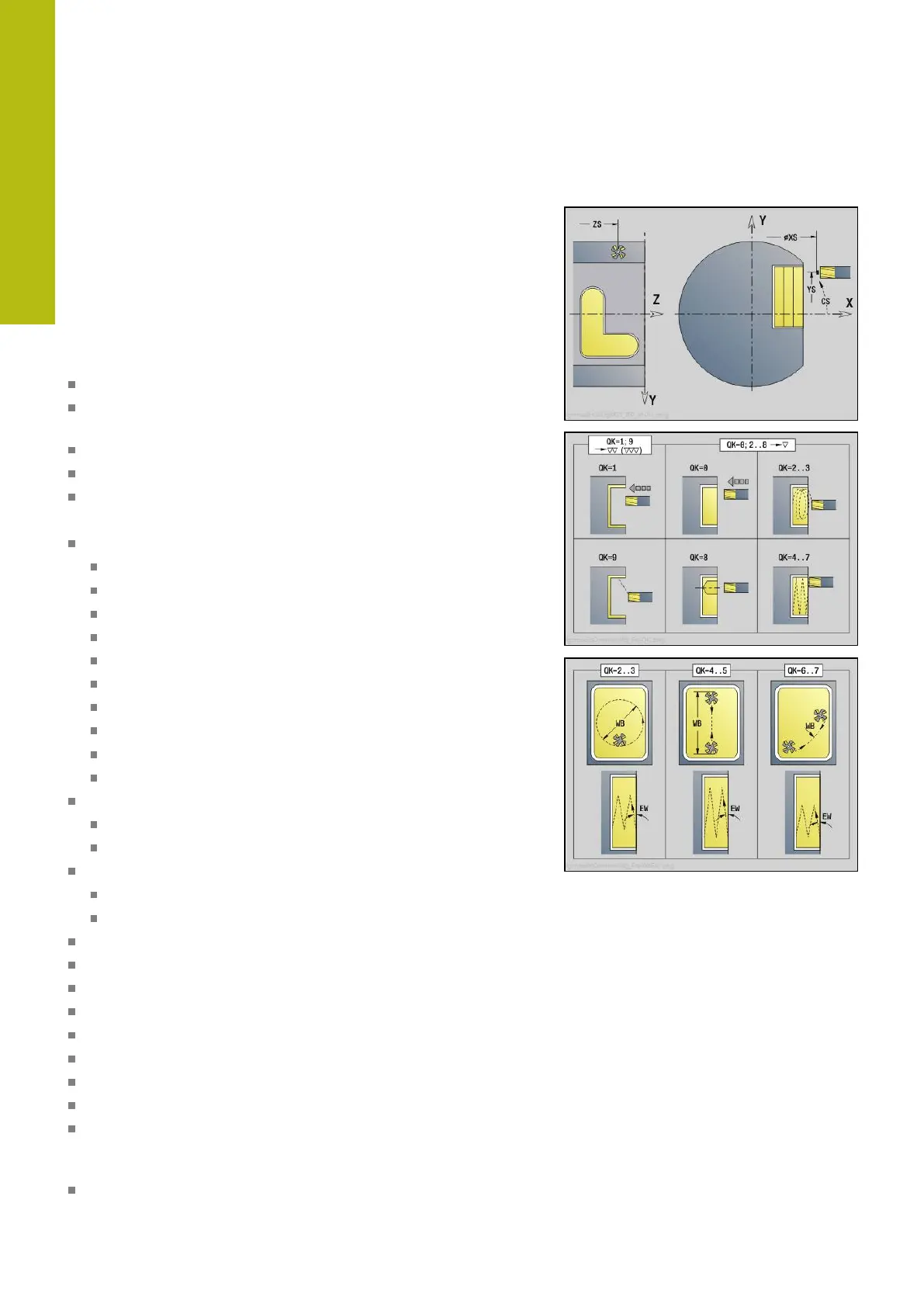
ICP pocket milling, YZ plane unit
The unit mills the pocket defined with ICP in the YZ plane. In QK
(machining operation), select whether a roughing or finishing
operation is to be executed. For roughing, define the plunging
strategy.
Unit name: G845_Tas_Y_Mant / cycles: G845; G846
Further information: "G845 – milling", Page 427
Further information: "Pocket milling - finishing G846", Page 431
Contour form:
FK: ICP contour number
NS: Starting block no. of contour – beginning of contour
section
X1: Upper edge of milling
P2: Depth of contour
NF: Position mark (only with QK = 8)
Cycle form:
QK: Machining operation and plunging strategy
0: Roughing
1: Finishing
2: Helical roughing, manual
3: Helical roughing, automatic
4: Recipr. linear roughing, manual
5: Recipr. linear roughing, auto
6: Reciproc. circ. roughing, manual
7: Recipr. circular roughing, auto
8: Plunge rough at predrill pos.
9: Finishing with 3-D approach arc
JT: Machining direction
0: From the inside out
1: From the outside in
H: Mill cutting direction
0: Up-cut
1: Climb
P: Maximum infeed
I: Infeed-direction oversize
K: Contour-parallel oversize
FZ: Approach feed (default: active feed rate)
E: Reduced feed
R: Approach radius
WB: Plunging length
EW: Plunging angle
U: Overlap factor – defines the overlap of milling paths (default:
0.5) (range: 0 to 0.99)
Overlap = U * milling diameter
RB: Return plane (default: back to start position)

 Loading...
Loading...



