DIN/ISO programming | Lateral surface machining
4
HEIDENHAIN | User's Manual smart.Turn and DIN Programming | 12/2017
399
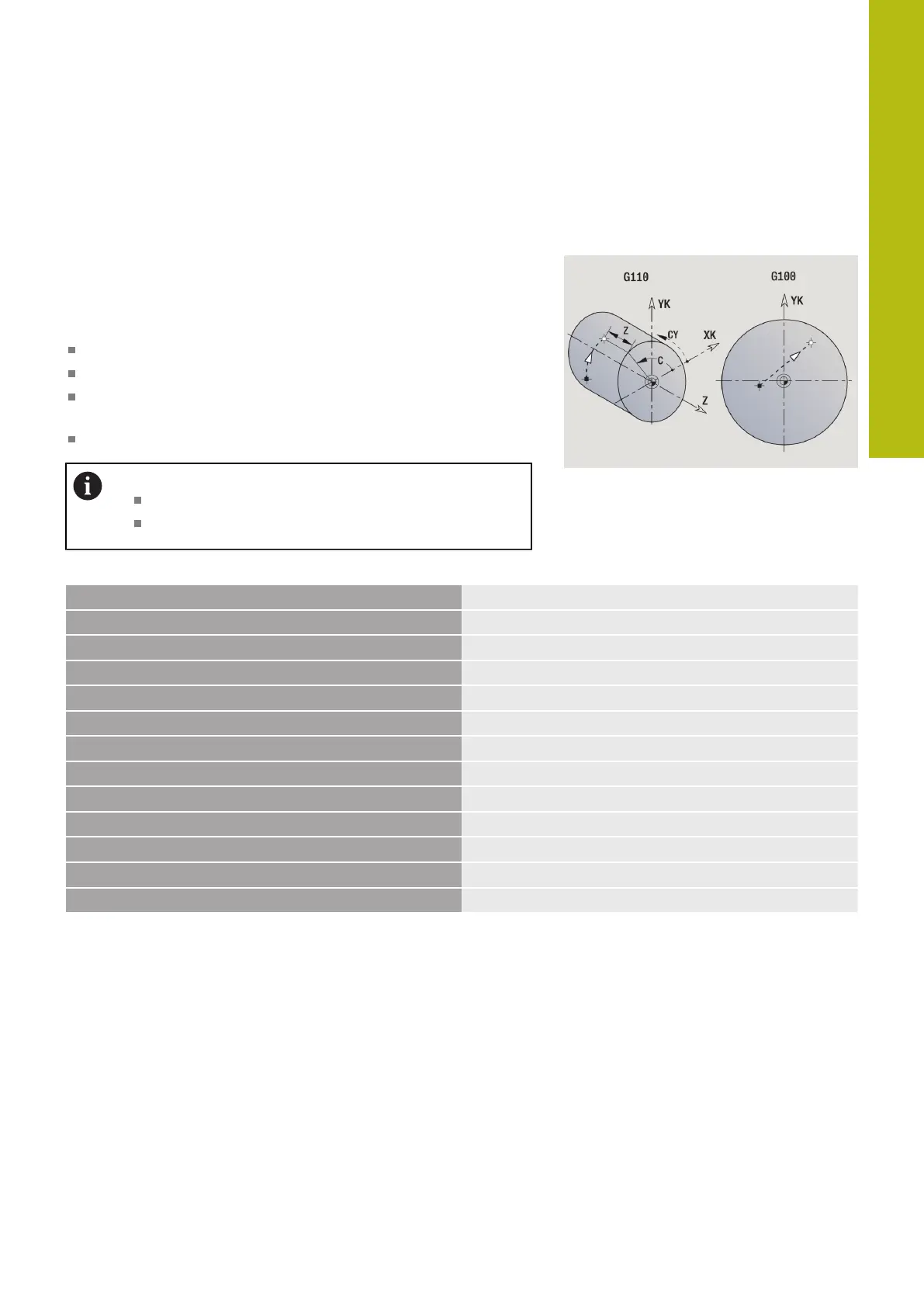
4.25 Lateral surface machining
Rapid traverse on lateral surface G110
G110 moves at rapid traverse to the Final point.
G110 is recommended for positioning the C axis to a defined angle
(programming: N.. G110 C...).
Parameters:
Z: Final point
C: End angle
CY: Final point as linear value (reference: unrolled Reference
diameter)
X: Final point (diameter value)
Programming:
Z, C, CY: Absolute, incremental, or modal
Program either Z–C or Z–CY
Example: G110
. . .
N1 T8 G197 S1200 G195 F0.2 M104
N2 M14
N3 G120 X100
N4 G110 C0
Rapid traverse, lateral surface
N5 G0 X110 Z5
N6 G110 Z-20 CY0
N7 G111 Z-40
N8 G113 CY39.2699 K-40 J19.635
N9 G111 Z-20
N10 G113 CY0 K-20 J19.635
N11 M15
. . .

 Loading...
Loading...



