DIN/ISO programming | Tools, compensations
4
314
HEIDENHAIN | User's Manual smart.Turn and DIN Programming | 12/2017
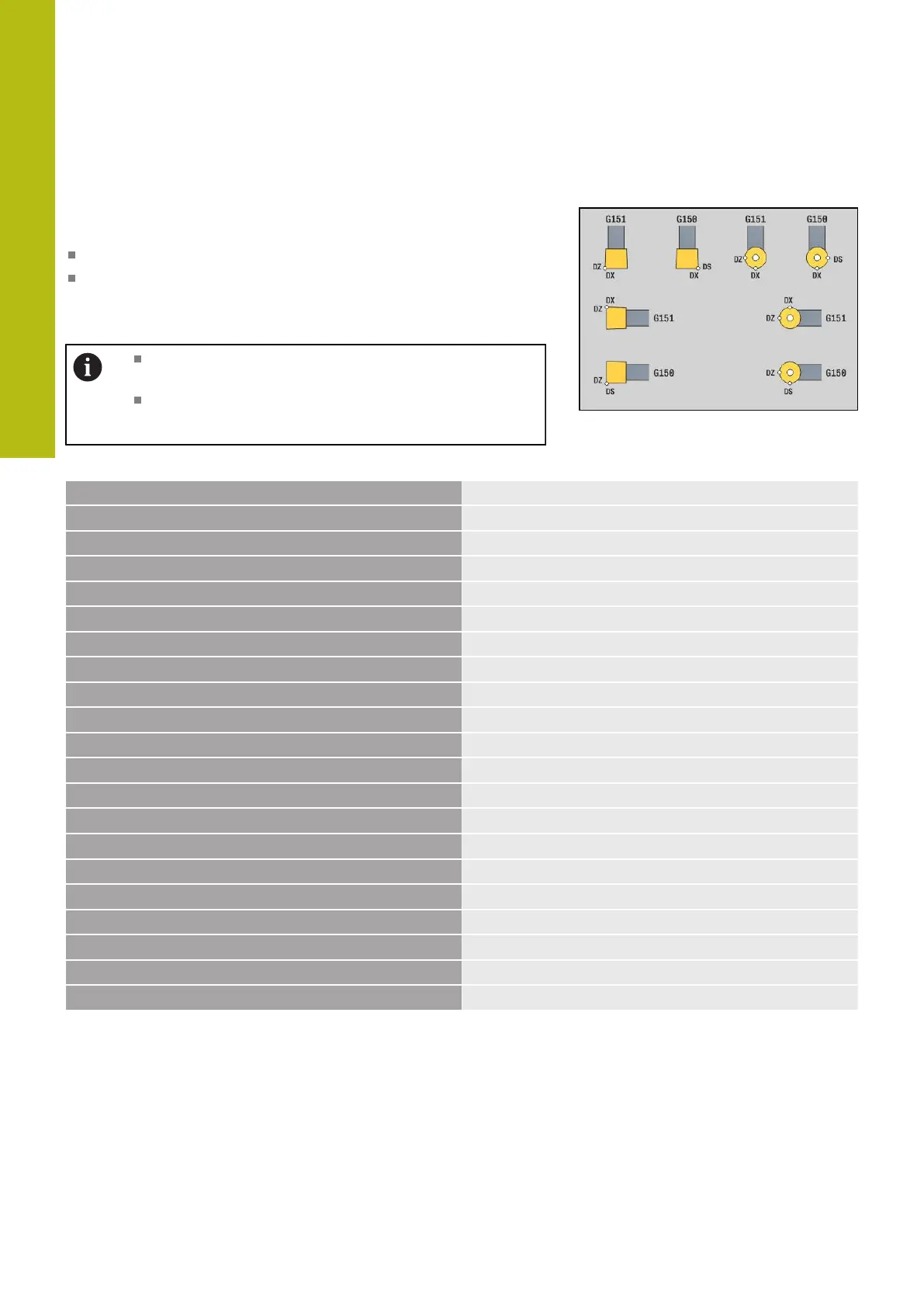
Compensation of tool tip G150/G151
G150/G151 defines the tool reference point for recessing and button
tools.
G150: Reference point is on right tip
G151: Reference point is on left tip
G150 and G151 is effective from the block in which it is programmed
and remains in effect up to the next tool change or program end.
The displayed actual values always refer to the tool tip
defined in the tool data
If you use TRC, after G150/G151 you must also adjust
G41/G42
Example: G148
. . .
N1 T3 G95 F0.25 G96 S160 M3
N2 G0 X62 Z2
N3 G0 Z-29.8
N4 G1 X50.4
N5 G0 X62
N6 G150
N7 G1 Z-20.2
N8 G1 X50.4
N9 G0 X62
N10 G151
recessing finishing
N11 G148 O0
N12 G0 X62 Z-30
N13 G1 X50
N14 G0 X62
N15 G150
N16 G148 O2
N17 G1 Z-20
N18 G1 X50
N19 G0 X62
. . .

 Loading...
Loading...



