Page 188
REPAIR INSTRUCTIONS, PART 1
SOLVENT TANK CLEANING
Use a cleaning tank large enough to
accommodate the largest component to be
cleaned. Fill the tank with a suitable solvent and
always use caution while cleaning parts. Parts
may be dried with compressed air.
1. Scrape any remaining gasket material from
the block.
2. Using a wire brush or rotary wheel, remove
any rust, corrosion or other debris from the
block.
3. Clean all other block surfaces with mineral
spirits or other suitable solvent.
4. Using due care and caution, clean and dry
the block with compressed air.
INSPECTION
A complete discussion of the proper methods for
precision measuring and inspection is outside the
scope of this procedure. However, every shop
should be equipped with standard gauges, such
as bore gauges, dial indicators, outside and
inside micrometers, thickness gauges and
straightedges.
Check the cylinder block for indications of
cracking or coolant leakage. If any damage is
suspected, use a standard dye penetrant or
magnaflux procedure to determine if cracks exist.
A cracked engine block must be replaced and
never reused.
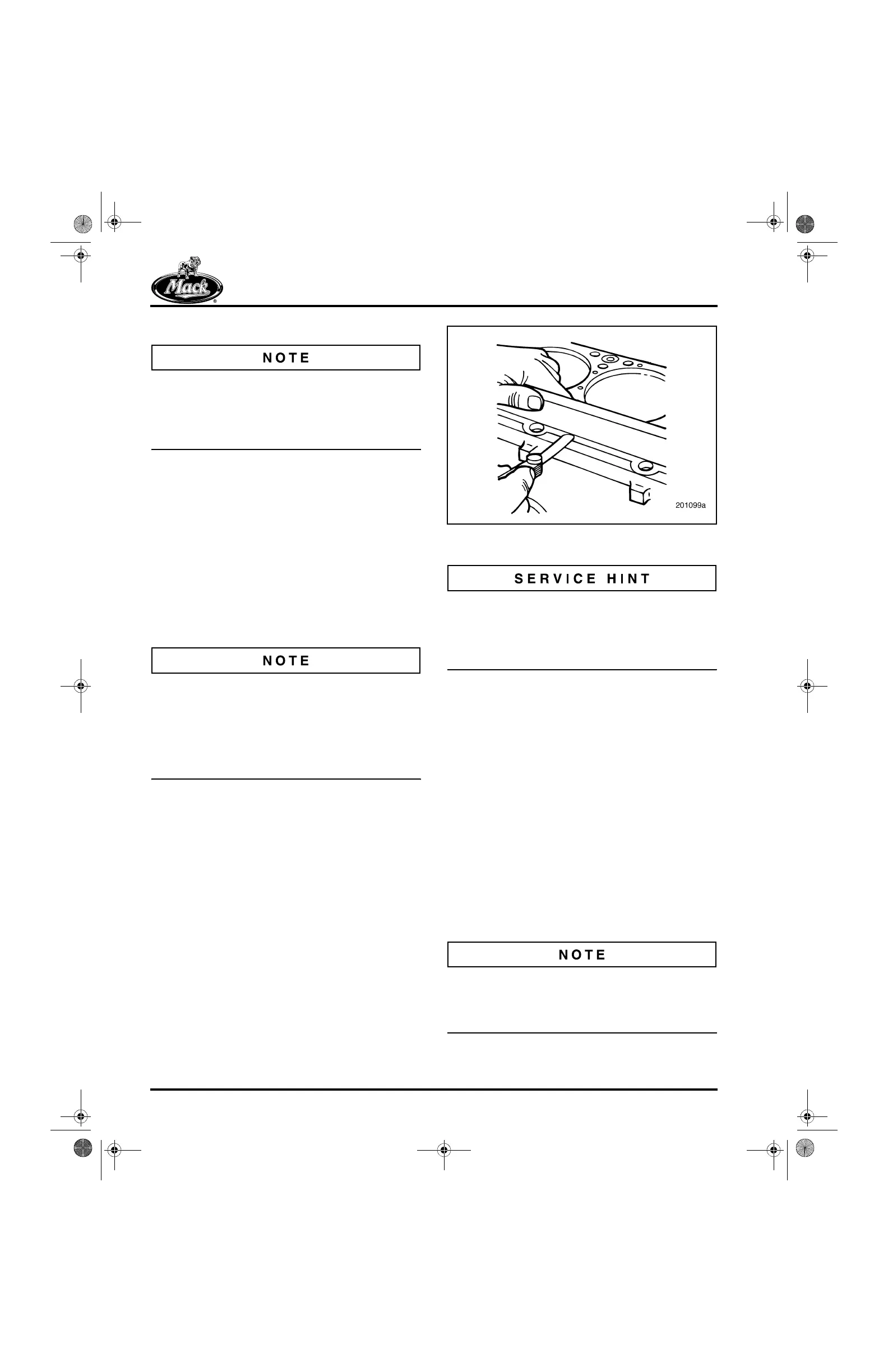
Refer to Figure 189.
Using a straightedge (PT5027 or equivalent) and
thickness gauges, check the cylinder head
mounting surfaces for flatness. The cylinder block
mounting surface on a service block should be
flat within 0.004 inch (0.102 mm) and flat within
0.002 inch (0.051 mm) over the area of each
cylinder head mounting.
189
Figure 189 — Checking Flatness of Cylinder Block Deck
If the cylinder block is determined to be
serviceable after thorough cleaning and
inspection, reassemble the engine. Use
replacement or original parts, as determined
during component inspection.
SALVAGING A DAMAGED EUP TAPPET
BORE
Occasionally, severe failure of an EUP tappet
roller and axle will result in parts of the tappet
being driven up against the bottom of the tappet
bore, causing damage to the bottom of the bore.
This damage must be repaired. Depending upon
the extent of the damage, it may be necessary to
begin with a small die grinder to remove the
displaced material, removing only the high spots
to bring them down to the remaining bore surface,
then finishing with a fine file, stone or emery
paper. The bore and adjacent areas must be
thoroughly cleaned to remove all metal particles
and abrasive material. Perform a trial-fit of the
EUP tappet and check for freedom of movement
in the bore.
Whenever a lifter bore is reworked or honed, be
sure that all the metal and honing debris is
cleaned from all affected areas by flushing with a
fresh supply of suitable brake/parts cleaner.
5-111.bk Page 188 Monday, July 10, 2006 2:26 PM