Page 206
REPAIR INSTRUCTIONS, PART 1
1. Thoroughly clean and dry the prepared
cylinder block, counterbore ledge and
cylinder sleeves. Refer to the cylinder block
cleaning and inspection procedures in this
section.
2. If the counterbore ledge has been cut, place
the necessary shims on the cylinder block
counterbore ledge (sleeve seat). Always try
to use a single shim, if possible. If more than
one shim is necessary, always use the least
number of shims required to achieve the
proper cylinder sleeve flange height. Always
place the thickest shim on the bottom.
If shims are used, they must be placed on a
clean, dry cylinder block sleeve seat, with the
thickest shim on the bottom. Apply RTV silicone
on top of the shims only. If RTV is applied under
the shims, the shims may be displaced when the
sleeve is installed.
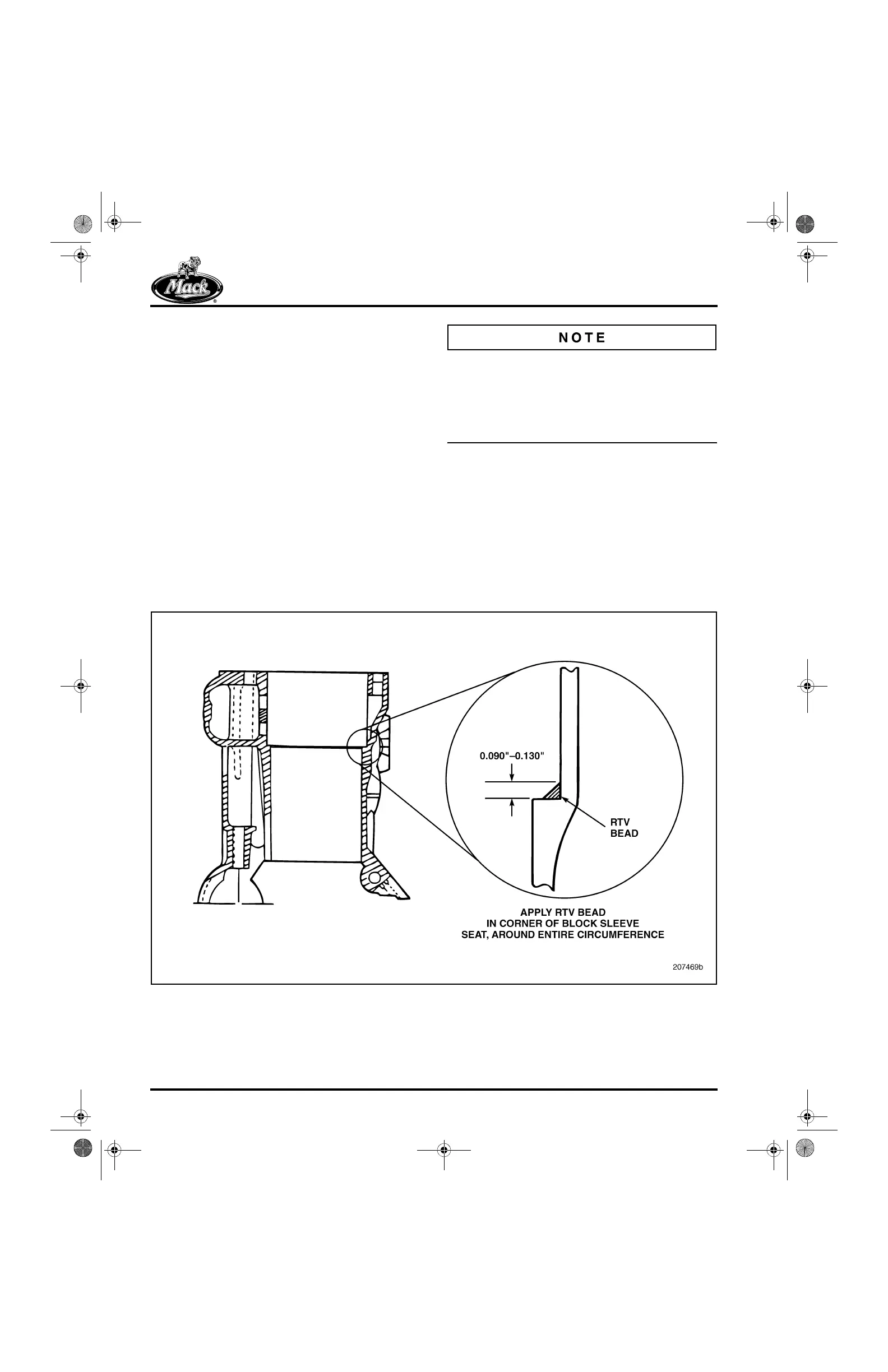
3. Apply approximately a 0.090–0.130-inch
(2.286–3.302 mm) bead of RTV silicone
(MACK Silastic
®
342SX32, Dow Corning
Silastic
®
RTV732, General Electric RTV130
or equivalent) in the corner of the cylinder
block sleeve seat and completely around the
cylinder wall as shown in Figure 210. Do not
use excessive amounts of RTV. Do not
apply the bead more than 0.130-inch
(3.302 mm) high.
210
Figure 210 — Cylinder Block Sleeve Seat
5-111.bk Page 206 Monday, July 10, 2006 2:26 PM