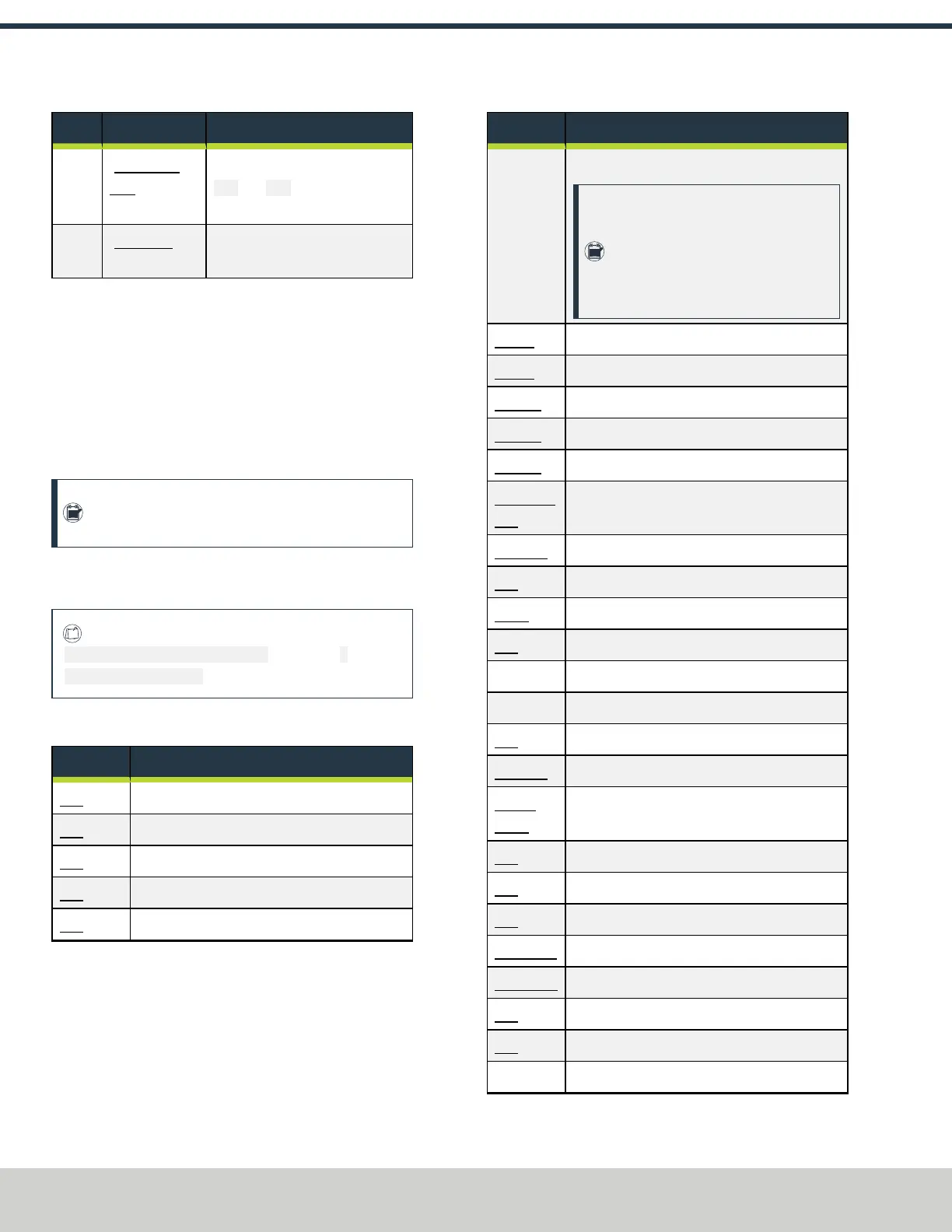
Group Commands Group Description
Group
8
{M07, M08,
M09}
Coolant control (special case:
M07 and M08 may be active at
the same time)
Group
9
{M48, M49} Override control
Non-modal G-codes are:
l
Group 0 {G04, G10, G28, G30, G53, G92, G92.1, G92.2,
G92.3}
Comments
You can add comments to lines of G-code to help clarify the
intention of the programmer. To embed a comment in a line,
use parentheses. To add a comment to the end of a line, use a
semicolon.
Note: The semicolon is not treated as the start of a
comment when it's enclosed in parentheses.
Comments can appear between words, but they can't be
between words and their corresponding parameter.
E X A M P L E :
S100(set speed)F200(feed) is okay, but S
(speed)100F(feed) is not.
9.1.3 Supported G-Codes Reference
G-Code Description
G00 Rapid linear motion
G01 Linear motion at feed rate
G02 Clockwise arc at feed rate
G03 Counterclockwise arc at feed rate
G04 Dwell
G-Code Description
G07, G08 Diameter / radius mode
Note: The 15LSlant-PROlathe and
the RapidTurn both use G07 (X
positions displayed in diameter
values). G08 is not used or supported
in PathPilot.
G10 L1 Set tool table
G10 L2 Set coordinate system
G10 L10 Set tool table – calculated – workpiece
G10 L11 Set tool table – calculated – fixture
G10 L20 Set coordinate system
G17, G18,
G19
Plane selection
G20/G21 Length units
G28 Return to predefined position
G28.1 Return to predefined position
G30 Return to predefined position
G33 Spindle synchronized motion (like threading)
G33.1 Rigid tapping
G40 Cancel cutter compensation
G41/G42 Cutter compensation (left/right)
G41.1,
G42.1
Dynamic cutter compensation
G43 Apply tool length offset
G49 Cancel tool length compensation
G53 Absolute coordinates
G54-G59.3 Select work offset coordinate system
G61/G61.1 Set exact path control mode
G64 Set blended path control mode
G73 High-speed peck drill
G76 Multi-pass threading cycle
©Tormach® 2024
Specifications subject to change without notice.
Page 176 UM10811: 1500MX Operator's Manual (Version 0424A)
For the most recent version, see tormach.com/support
9: PROGRAMMING
 Loading...
Loading...


