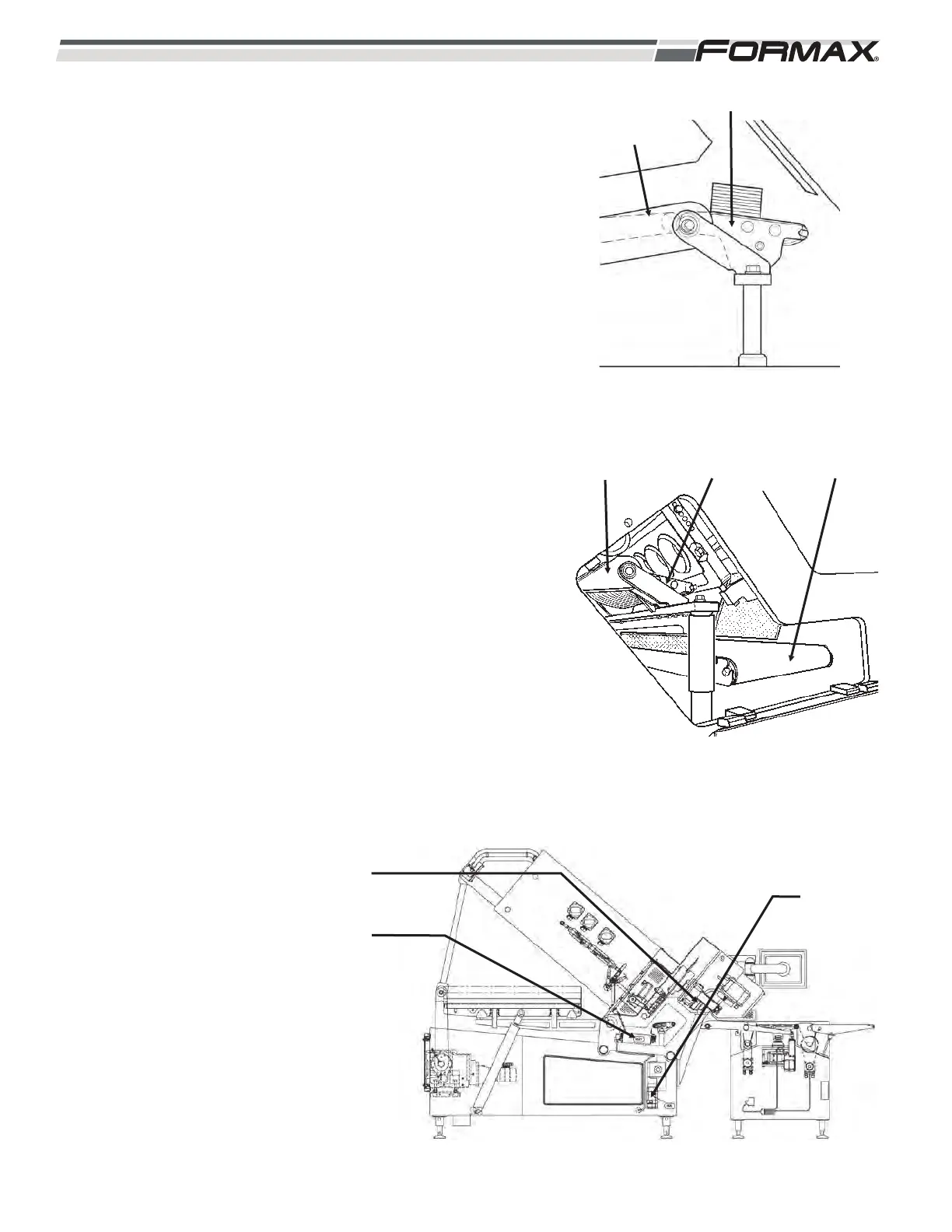
SLICING CONVEYOR: The product is sliced onto the Slicing
Conveyor and then transfers to the Transfer Conveyor.
(Illustration 23)
SLICING CONVEYOR: The “Slicing” Conveyor travels to the top of
its travel at the start of the stack or draft and lowers as the stack is
created. The up and down travel is controlled by the M4 Stacker
Motor and is belt driven. The U6 Servo Drive controls the M4 Servo
Motor. (Illustration 25)
The “Slicing” Conveyor transfers the finished stack to the Transfer
Conveyor. When shingling product, the Slicing Conveyor slowly
travels forward to create the shingle of the slices. The speed of the
conveyor when it transfers the product is adjustable on the
“Adjustments” screen. There is a separate adjustment that controls
the travel distance of the conveyor during the shingling process. The
Slicing Conveyor is driven by the M3 Servo Motor when it transfers
the product off. The M3 Servo Motor drives a planetary gearbox that
in turn drives 2 reciprocating gearboxes with a belt and pullies. The
Slicing Conveyor drive shaft attaches directly to the output shaft of
the lower gearbox. As the M3 Servo Motor drives the series of
gears, the Slicing Conveyor turns. The M3 Servo Motor is controlled
by the U5 Servo Drive.
DEBRIS CONVEYOR: The “Debris” Conveyor Belt is located under
the product slicing area and runs at a slow speed whenever product
is slicing. (Illustration 24) The Debris Conveyor catches the End
Butts and any scrap created as the Knife slices the product and
transfers it into a tub. The Debris Conveyor is driven by the M21
Drum Motor. The M21 motor is a standard 3-phase AC motor. When
the Computer energizes the KM2 Contactor, the M21 Motor runs.
2-10 031914
SLICING CONVEYOR
ILLUSTRATION 23
TRANSFER
CONVEYOR
ILLUSTRATION 24
DEBRIS
CONVEYOR
TRANSFER
CONVEYOR
SLICING
CONVEYOR
ILLUSTRATION 25
M3
SERVO MOTOR
M21
DRUM MOTOR
M4
STACKER
MOTOR