Section 03 ENGINE
Sub-Section 03 (377, 443 AND 503 ENGINE TYPES)
03-03-12
For bearing lubrication purpose, a gap of 1.0 mm
(.040 in) must be maintained between seals and
bearings.
When installing plain oil seals (seal without locat-
ing ring or without spacing legs), ensure to main-
tain 1.0 mm (.040 in) gap.
1. Bearing
2. Feeler gauge
3. Plain oil seal
A. 1 mm (.040 in)
Crankcase halves
nos. 1
and
9
are factory
matched and therefore, are not interchangeable
as single halves.
Prior to joining of crankcase halves, spray some
new injection oil (or equivalent) on all moving
parts of the crankshaft. Spray Primer N (P / N 413
7081 00) on one of mating surfaces. Let it dry for
10 to 20 minutes.
Apply paste gasket (P / N 413 7027 00)
no. 5
on
the other mating surface.
NOTE :
Primer N allows Loctite 515 to fully
cure on aluminum surfaces. It increases fill-
ing capacity and reduce curing time.
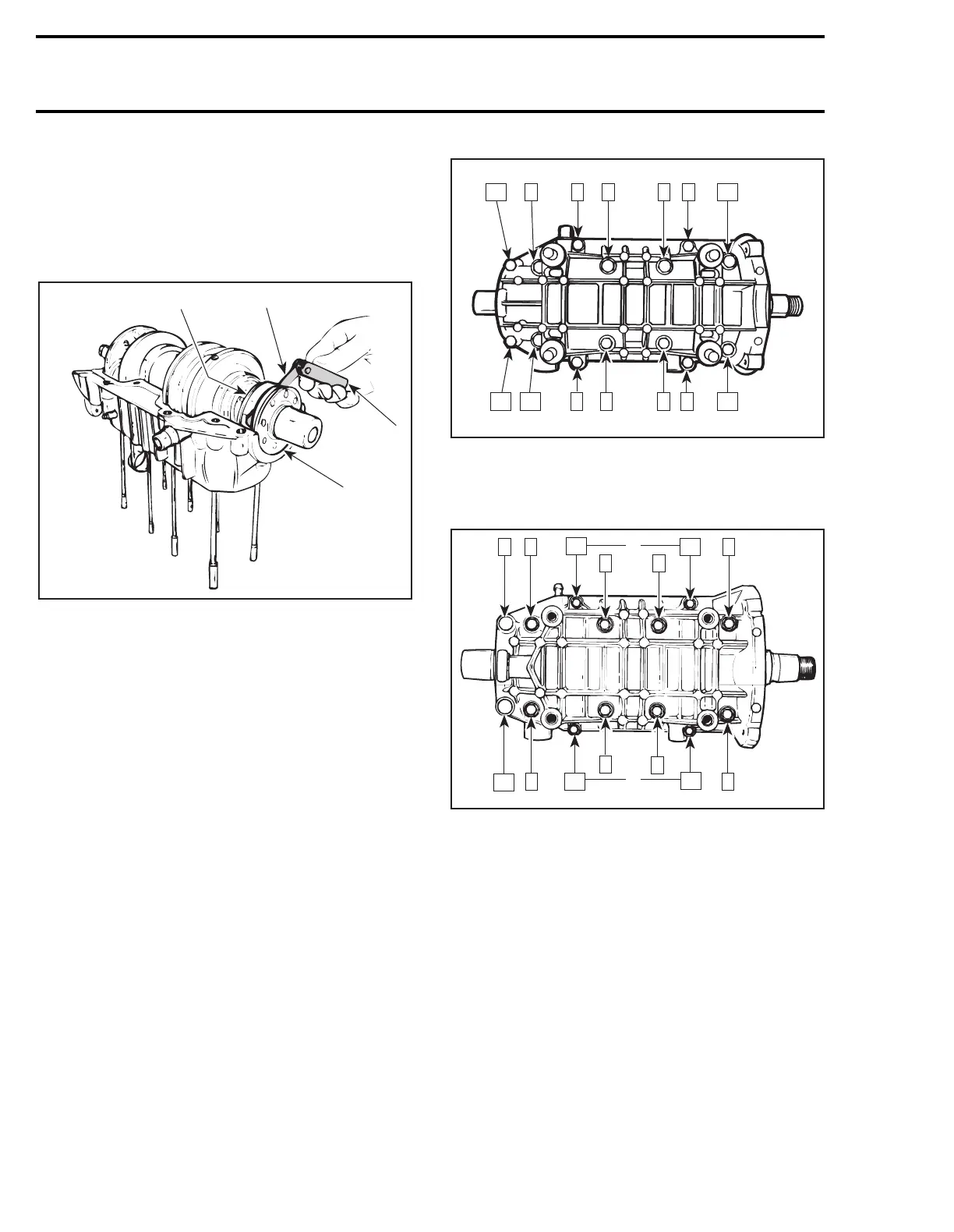
Position the crankcase halves together and tight-
en bolts by hand then install and tighten armature
plate on magneto side to correctly align the crank-
case halves.
503 Engine Type
Torque screws
nos. 6, 7, 8
and
11
to 22 N•m (16
lbf•ft) following illustrated sequence.
377 and 443 Engines
Torque screws to proper torque in the following
sequence.
A. 10 N
•
m (89 lbf
•
in)
All the other screws are torqued to 21 N•m (15 lbf•ft)
All Engines
To install magneto, refer to CDI MAGNETO 03-05.
A17C07A
1 A
2
3
115317913
14 10 6 4 2 8 12
A17C08A
10
8 14
4
2
12
6
5
11
31
13
79
A
A
A09C05A