Commissioning HMI Advanced (IM4) 08/2005
2 Setting Functions and Parameters
© Siemens AG, 2005. All rights reserved
IM4/2-20 SINUMERIK 840D sl/840D/840Di/810D Installation and Start-Up HMI (IAM) - 08/2005 Edition
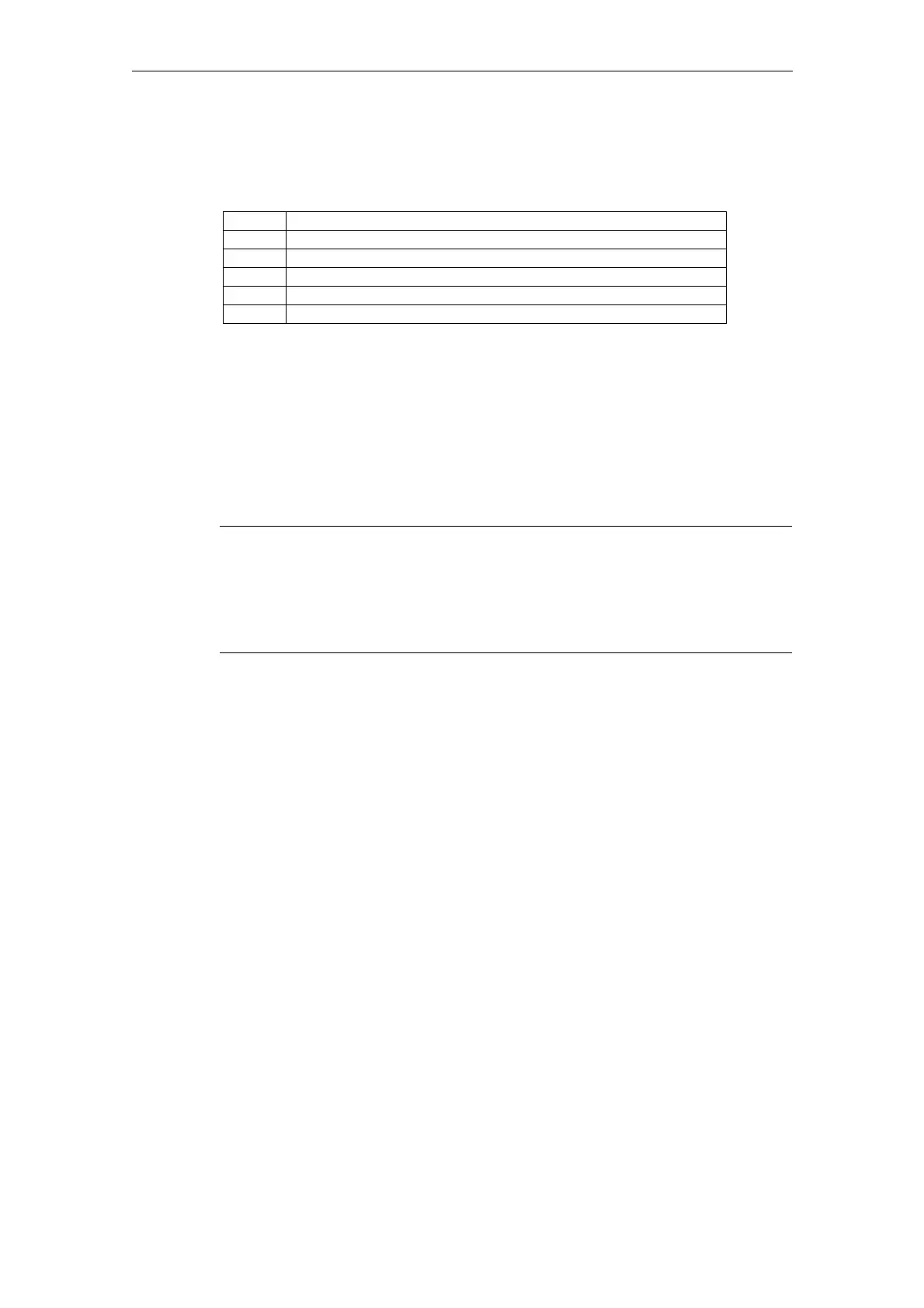
Error codes
The following error codes, which provide information to the HMI about errors during
the function request of the PLC, are stored in DB 19, DBB 36:
Value Meaning
0 No error
1 No function number (DBB32 bit 0-5)
2 Invalid parameter
3 Error when writing HMI-internal variable
10 Channel not present (DBB33)
Acknowledgment mechanism between HMI ↔ PLC
Via DB 19.DBB32 bits 6, 7, there is an acknowledgment mechanism that ensures
that the HMI and PLC agree on the channel selection:
• The PLC sets Bit 6 to 1 "Function request". The function request can only be set
by the PLC if bits 6 and 7 have the value “0”.
• After displaying the text in the header the HMI writes “0” again in Bbit 6 and the
interface is enabled for the PLC for the next action.
Note
If two HMI units are assigned to one NC/PLC unit (M:N), the PLC must first
determine from the control interface which of the HMI interfaces is active.
Channel/spindle displays can only be requested by the PLC for the active HMI
unit. The interface for selecting channel/spindle displays for the 2nd HMI unit is
located in DB19, DBB82-86. The use is the same as described for DBB32-36.
2.1.4 Block Search in Program Test Mode with Multiple Channels
Function
For this block search, the NC is operated in program test mode, so that interactions
between channel and synchronous actions and between multiple channels are
possible within an NCU.
During "Block search in program test mode", all auxiliary functions are output from
the NC to the PLC and the part program commands for channel coordination
(WAITE, WAITM, WAITMC, Replace axis, Write variables) are carried out by the
NC. That is:
• The PLC is updated during this block search
• Machining operations involving interaction among multiple channels are
executed properly within the block search.

 Loading...
Loading...


























