Maintenance
8752−1/A1
Winterthur Gas & Diesel Ltd.
7/ 11
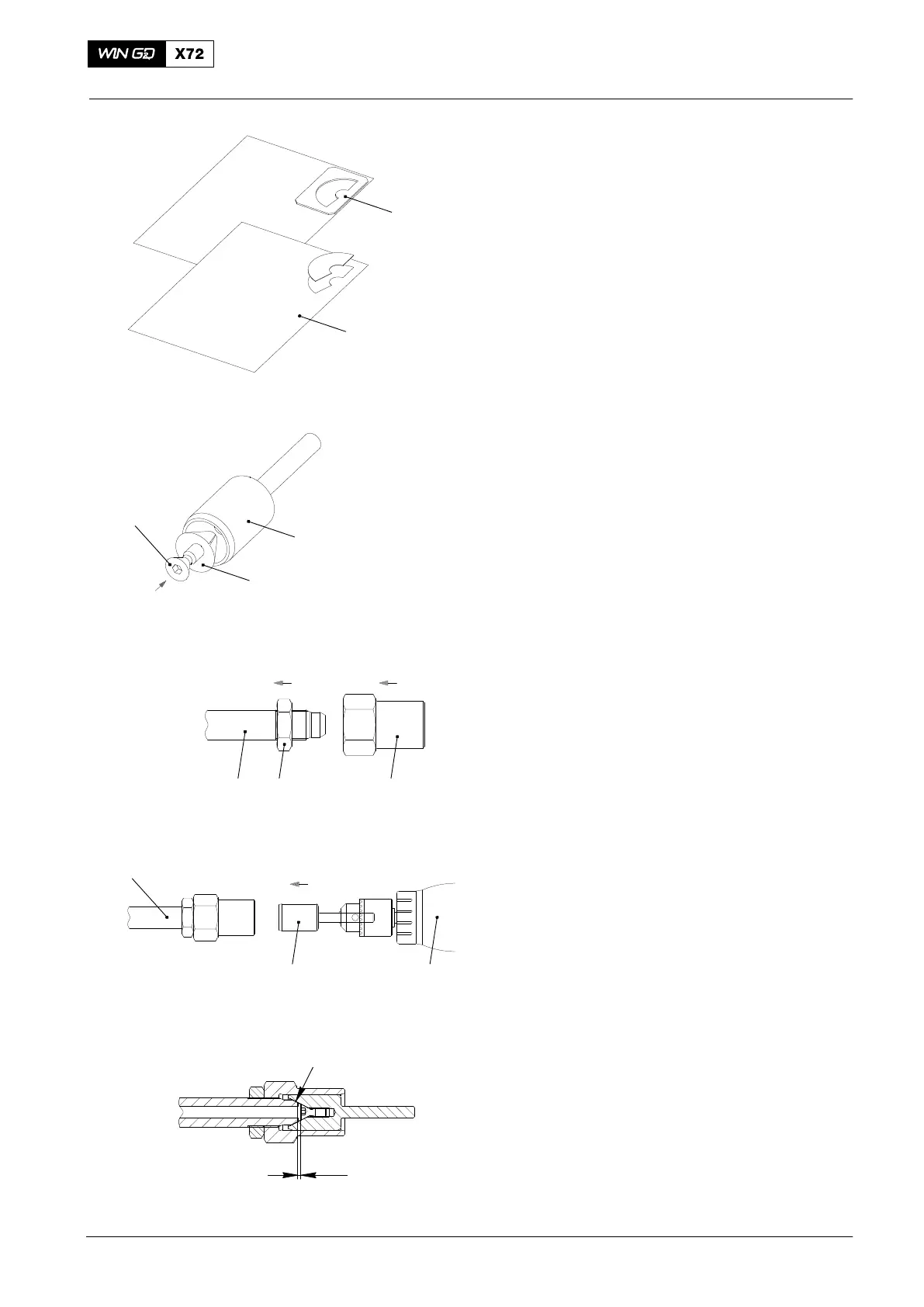
3. Sealing Faces − Grind
To remove deep notches of more than
0.1 mm, use emery cloth of medium to
coarse grain (30 to 80 CAMI). For finish
grinding, use emery cloth with fine or
ultra-fine grains (100 to 600 CAMI).
To get a clean and smooth finish on the
pipe, do the procedure that follows:
1) Put the template 94870H on the back
of the emery cloth, see Fig. 11.
2) Use the applicable grade of the emery
cloth related to the quantity of metal
you want to remove.
3) Use a pencil or a ball pen to make the
the inner shape.
4) Cut out accurately the shape.
5) Put the cut shape into the cone of the
grinding tool 94870F as shown.
6) Tighten the countersunk screw (1).
7) Remove the pipe claw.
8) Put the HP fuel pipe in position in a
vice.
9) Attach the nut (94870G) on to the
thread of the HP fuel pipe (2).
10) Attach the sleeve (94870E) to the
nut (94870G).
11) Attach the grinding tool (94870F) to the
hand drill.
12) Move the grinding tool (94870F) into
the sleeve (94870E) until the grinding
tool lightly touches the HP fuel pipe (2).
13) Adjust the hand drill speed to a
maximum of 1500 rpm.
14) Operate the hand drill for between
3 seconds to 5 seconds.
15) Remove the grinding tool (94870F)
from the sleeve (94870E).
16) Use a low-pressure air supply to clean
the HP fuel pipe.
17) Do a check of the sealing surface. V if
necessary, use a new piece of emery
cloth and do step 3) to step 16) again.
Note: If the notches are large, you must
decrease the length of the HP fuel
pipe. Make sure that there is a
distance of 0.5 mm between the
countersunk screw (1) and the end
face of the HP fuel pipe.
18) Remove the nut (94870G) and sleeve
(94870E).
2015
HP Fuel Pipe: Removal, Grind the Sealing Faces and Installation
016.738/08
94870H
Emery Cloth
94870F
TIGHTENED
CONDITION
Fig. 11
016.739/08
2 94870G 94870E
1. 2.
016.739/08
Hand Drill94870F
Grained Face
1
2
016.739/08
min.0.5 mm
SF
 Loading...
Loading...