TRANSFERRING
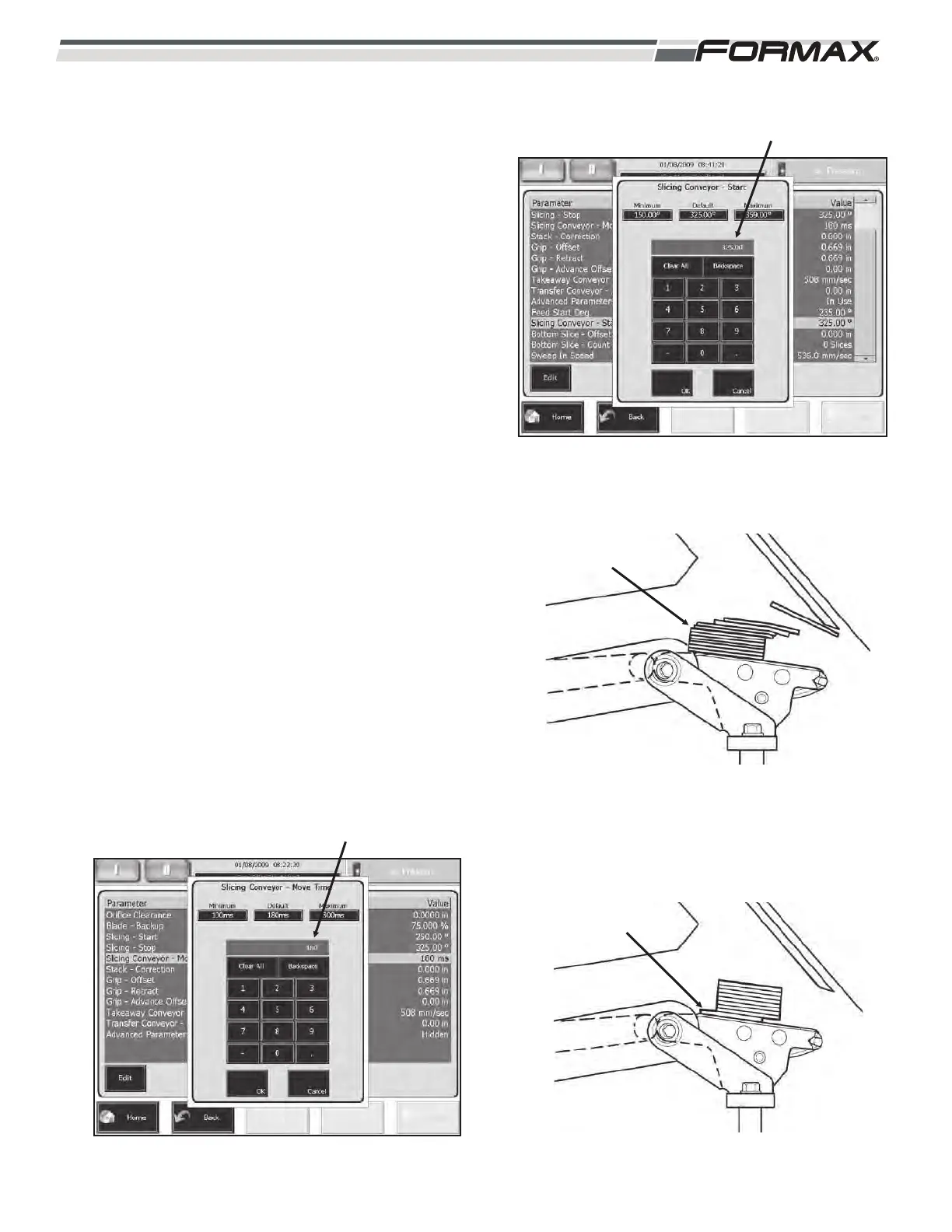
SLICING CONVEYOR START: The “Slicing Conveyor
Start” adjustment programs “when” the Slicing Conveyor
will start to transfer the completed product to the Transfer
Conveyor. (Illustration 73) The “Slicing Conveyor Start” is
set as a degree of Knife rotation from the “Home” position,
in relationship to the start of the Slicing Conveyor transfer.
If the “Slicing Conveyor Start” is set too low, the product
will transfer before the last slice has landed resulting in an
offset top slice. (Illustration 74)
If the “Slicing Conveyor Start” is set too high, the Slicing
Conveyor will still be moving when the first slice lands.
This will result in an offset bottom slice. (Illustration 75)
A “Slicing Conveyor Start” setting of 300 degrees is
normal for taller stacks. Shorter stacks can run with a
lower setting to increase the production output.
SLICING CONVEYOR MOVE TIME: The “Slicing
Conveyor Move Time” adjustment is programmed in
milliseconds and sets the acceleration rate of the Slicing
Conveyor when transferring product to the Transfer
Conveyor. (Illustration 76) If the “Slicing Conveyor Move
Time” is set to 180 milliseconds, the Slicing Conveyor will
take 180 milliseconds to go from a stopped position to full
speed. The higher the “Slicing Conveyor Move Time”
setting, the slower the Slicing Conveyor travels.
A setting of 180 to 250 milliseconds is normal for most
products.
6-28 031914
ILLUSTRATION 73
“SLICING CONVEYOR START” ADJUSTMENT
ILLUSTRATION 74
TOP SLICE
OFFSET
ILLUSTRATION 75
BOTTOM SLICE
OFFSET
ILLUSTRATION 76
“SLICING CONVEYOR MOVE TIME” ADJUSTMENT