4-44 Phaser 8400/8500/8550 Color Printer
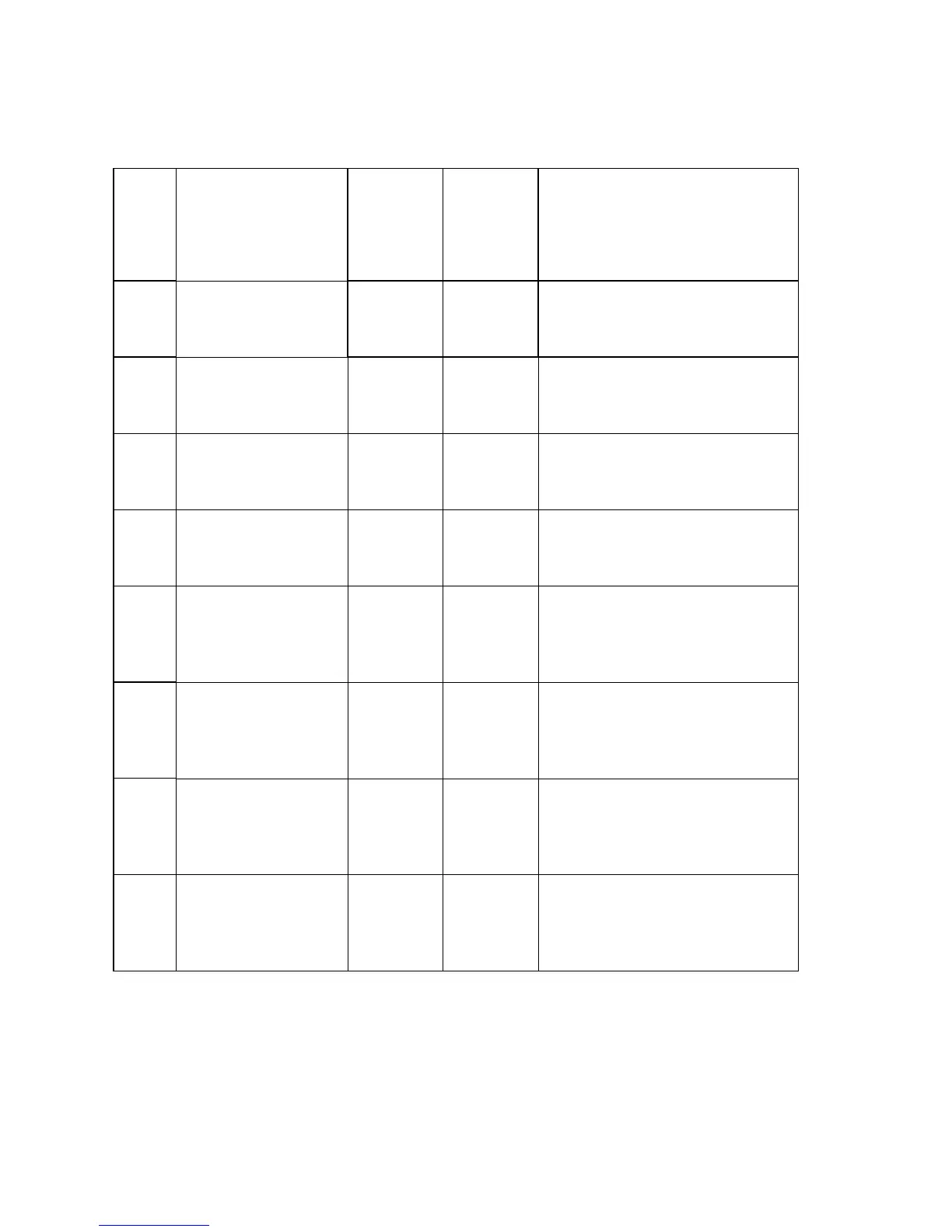
Y-axis Drive
This procedure performs a “4 corner” test using the minimum and maximum velocity and
acceleration used during printing and minimum and maximum load for a total of eight test cycles.
Measures servo response parameters under various conditions.
R# Definition
Typical
Value
(8400)
Typical
Value
(8500/
8550) Actions
0 HAHVN CCW
Average Fe (mpts)
4000 to
5700
4000 to
5800
Reports average following error
during the last half of the first
period.
1 HAHVN CCW Fe
Ripple (mpts)
100 to
380
0 to 500 Reports following error ripple
during the last half of the first
period.
2 HAHVN CW
Average Fe (mpts)
-5200 to
3800
-5500 to
-4000
Reports average following error
during the last half of the second
period.
3 HAHVN CW Fe
Ripple (mpts)
80 to 380 75 to 350 Reports following error ripple
during the last half of the second
period.
4 HAHVN Start Fe
Settle time (sec)
0.08 to
1.0
.05 to 0.2 Reports the time following the
start of motion that it takes the
following error value to enter the
CCW ripple band.
5 HAHVN Reverse Fe
Settle time (sec)
0.17 to
1.1
.12 to .3 Reports the time following the
start of motion reversing that it
takes the following error value to
enter the CW ripple band.
6 HAHVN Stop Fe
Settle time (sec)
-.001 to
0.15
-.001 to
.30
Reports the time following the
start of motion stopping that it
takes the following error value to
enter the idle ripple band.
7 HAHVN Delta Print
Velocity Settle Time
(sec)
0.02 to
0.10
0 to .11 Reports the time following the
start of motion that it takes the Y-
axis delta velocity to enter the
CCW delta velocity ripple band.

 Loading...
Loading...