Troubleshooting
It's an error if:
l Inverse time feed rate mode is active and a line with
G01, G02, or G03 (explicitly or implicitly) does not have
an F word
l A new feed rate is not specified after switching to G94
or G95 canned cycle return level – G98 and G99
10.2.26 Spindle Control Mode (G96 and G97)
To set constant surface speed mode, program: G96 D~ S~
l D~ is the maximum spindle RPM.
This word is optional.
l S~ is the surface speed.
Note: If G20 is the active mode, the value is
interpreted as feet per minute. If G21 is the
active mode, the value is interpreted as meters
per minute
E X A M P L E
G96 D2500 S250 (set constant surface speed
with a maximum RPM of 2500, and a surface
speed of 250).
When using G96 (the most common mode of machine
operation), X0 in the current coordinate system (including
offsets and tool lengths) must be the spindle axis.
To set RPM mode, program: G97
Troubleshooting
It's an error if:
l S is not specified with G96
l A feed move is specified in G96 mode while the spindle
is not turning
10.3 PROGRAMMING CANNED CYCLES
Read the following sections for reference:
10.3.1 Canned Cycles Reference 210
10.3.2 High Speed Peck Drill (G73) 211
10.3.3 Cancel Canned Cycles (G80) 212
10.3.4 Drilling Cycle (G81) 212
10.3.5 Simple Drilling Cycle (G82) 213
10.3.6 Peck Drilling Cycle (G83) 213
10.3.7 Tapping Cycle (G84) 213
10.3.8 Boring Cycle (G85) 213
10.3.9 Boring Cycle (G86) 214
10.3.10 Boring Cycle (G88) 214
10.3.11 Boring Cycle (G89) 214
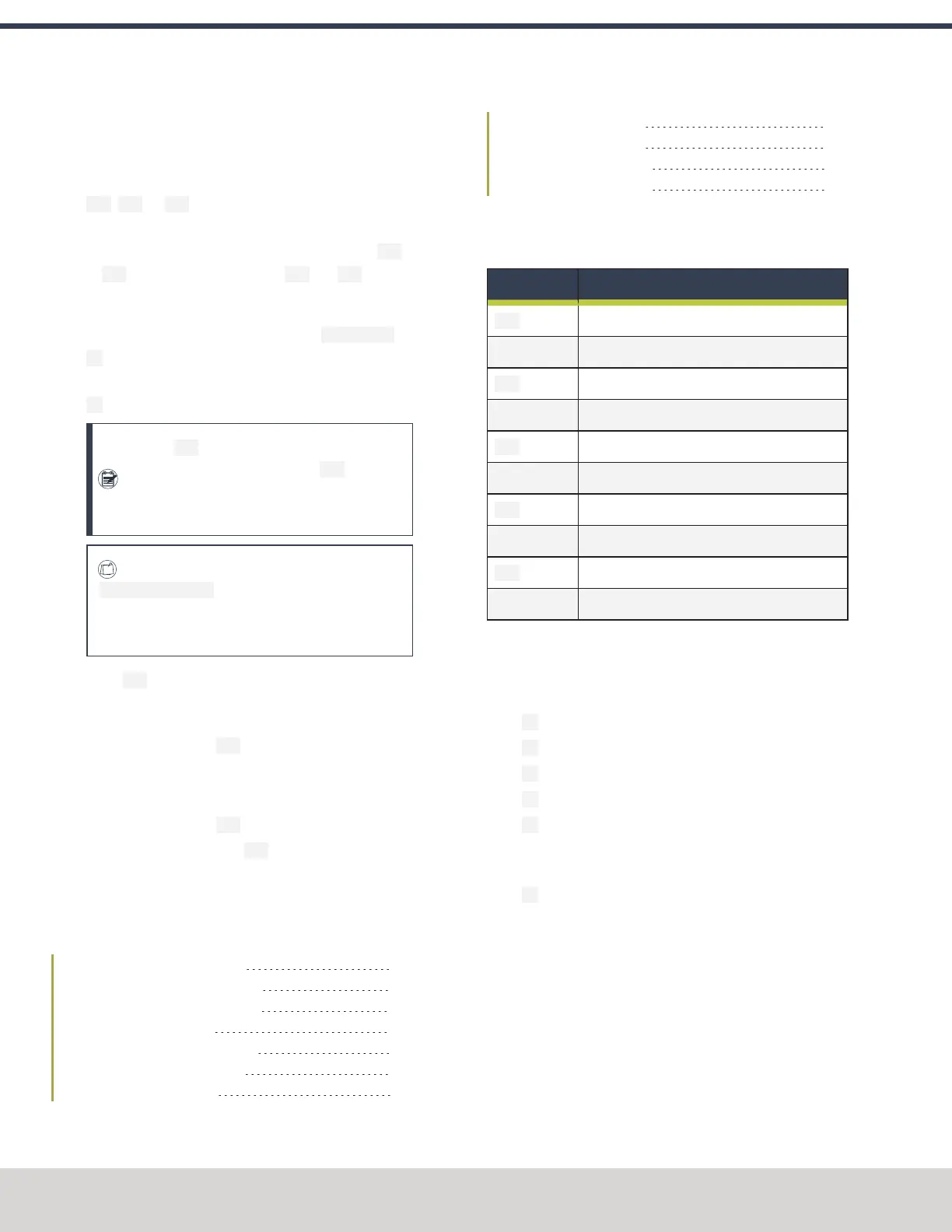
10.3.1 Canned Cycles Reference
Supported Canned Cycles
Canned Cycle Description
G80
Cancel active canned cycle
G81
Simple drilling cycle
G82
Simple drilling with dwell cycle
G83
Peck drilling cycle
G73
High speed peck drilling cycle
G84
Tapping cycle
G85
Boring cycle – feedrate out
G86
Boring cycle – stop, rapid out
G88
Boring cycle – stop, manual out
G89
Boring cycle – dwell, feedrate out
All canned cycles are performed with respect to the active
plane. The descriptions we use assume the XY-plane has been
selected. The behavior is always analogous if the YZ- or XZ-
plane is selected.
l X~ is the X-axis coordinate
l Y~ is the Y-axis coordinate
l Z~ is the Z-axis coordinate
l A~ is the A-axis coordinate
l R~ is the retract position along the axis perpendicular to
the currently selected plane (Z-axis for XY-plane, X-axis
for YZ-plane, Y-axis for XZ-plane)
l L~ is the L number is optional and represents the
number of repeats
All canned cycles use X, Y, Z, and R words. The R word sets the
retract position; this is along the axis perpendicular to the
currently selected plane (Z-axis for XY-plane, X-axis for YZ-
plane, Y-axis for XZ-plane). Some canned cycles use additional
arguments.
Rotational axis (A-axis) words are allowed in canned cycles,
but it's better to omit them. If rotational axis words are used,
©Tormach® 2023
Specifications subject to change without notice.
Page 210 Tormach 1100M® Operator's Manual (Version 1223A)
For the most recent version, see tormach.com/support
10: PROGRAMMING