Reference
Modification no.
- 0 -
Page
253
Date
1997 02 01
Main
914 F
01480
2
2
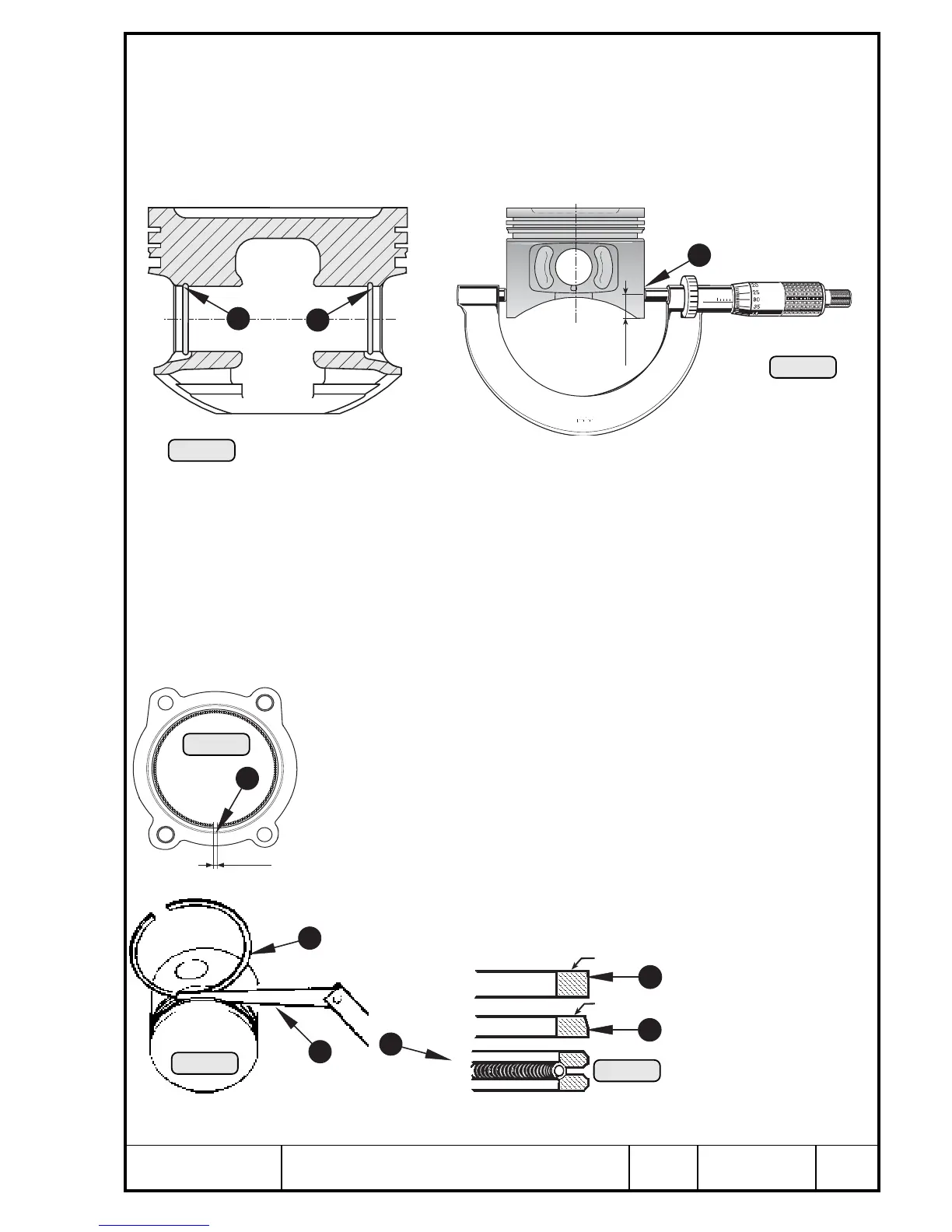
Visually check and measure piston. Piston and/or cylinder must be renewed
if piston to wall clearance exceeds 0,1 mm (.004 in.). To determine this
clearance, measure cylinder bore by internal caliper with dial gauge, to find
the biggest piston dia. use micrometer (most probably found at the position
Q depicted), see dimension D in Chapter 15).
Comparing the 2 dimensions — smallest cylinder dia. less biggest piston
skirt dia. — is the piston to cylinder wall.
Maß
dim.
Pic. 260
top
top
Kompressionsring/compression ring
Minutenring/bevel-edged ring
Ölabstreifring /
oil scraper ring
Pic. 261
5
5
1
2
3
Pic. 257
75
75—100 mm
1/100 mm
Maß
dim.
1
4
Pic. 259
Check the groove W for piston pin securing. At presence of a burr remove it
carefully. If the groove is excessively worn (> 0,3 mm = .012 in.), renew piston.
There are 2 tolerance groups, red and green (piston marked with a red or
green colour dot). Difference is 0,01 mm. The "red" piston is the smaller one.
Oversize pistons are not planned. The piston is supplied only complete with
3 rings.
14.6.2) Piston ring checking
See Pic. 259, 260 and 261.
Check cleaned piston rings for correct end gap and flank clearance. With the
rings Q fitted on piston, measure flank clearance with a feeler gauge W.
Increased amount of residues in the spiral spring E of oil scraper ring
indicates use of AVGAS 100LL.
To determine ring end gap R, remove ring from the piston using piston ring
pliers, insert cleaned ring into a new cylinder. Use a piston as pusher to
align piston squarely in cylinder. Push ring down to approx. 10 mm (3/8 ")
from top rim of cylinder, measure ring end gap R by feeler gauge W, see
dimension F in Chapter 15).
At inspection of ring surface T the portion of surface contact can be seen
and indicates the wear.
Fit piston rings using piston ring pliers, with marking Y "TOP" or the dot mark
towards piston crown.
Pic. 258
00294
00292
00295
00296
00293

 Loading...
Loading...







