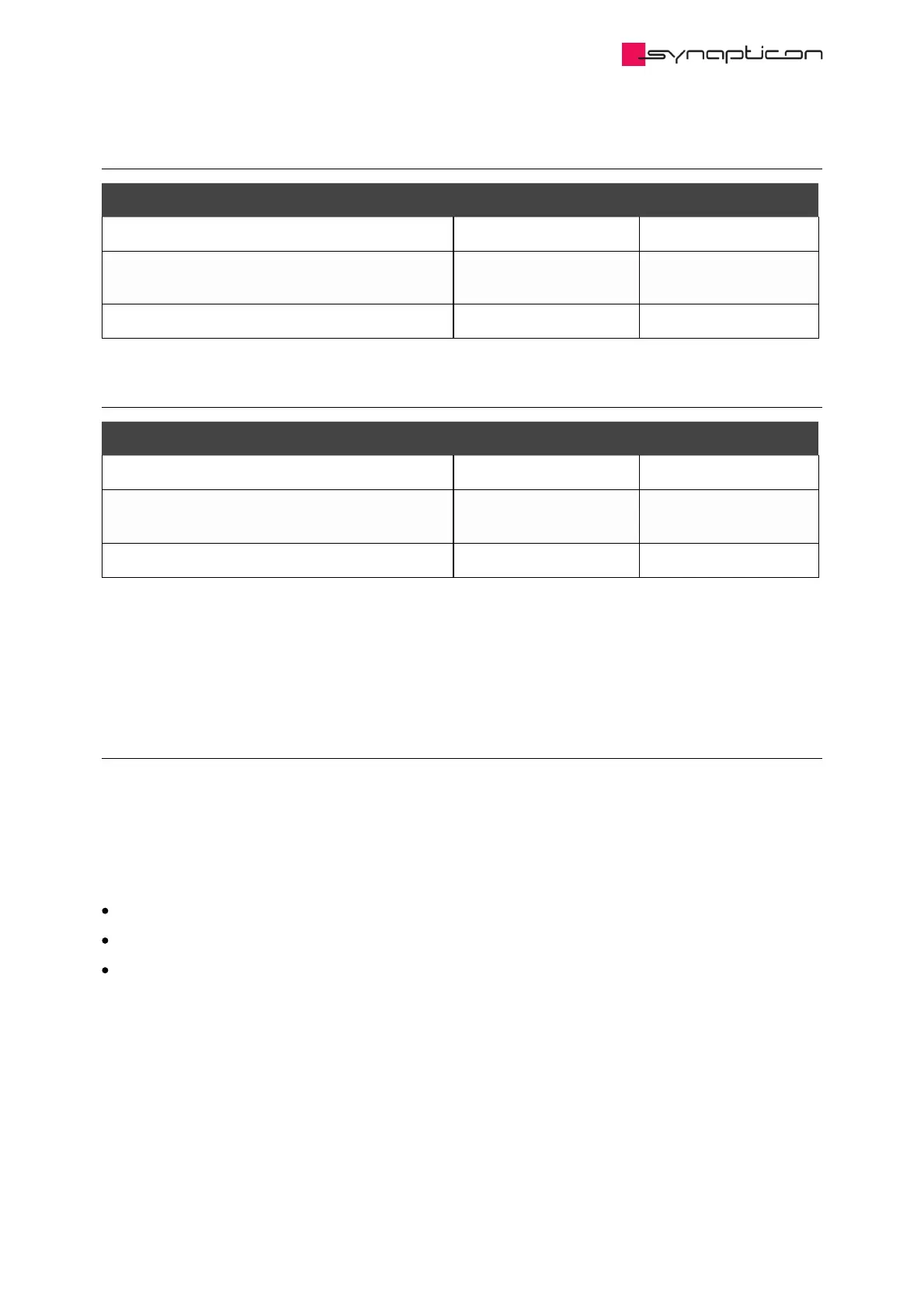
Circulo 7
Circulo encoder ring Position 1 (inner) Position 2 (outer)
Sensor location (radius) [mm] 14.975 22.875
Wide angle error at eccentricity e = 0.1 mm,
[arcsec]
±1377 ±902
Wide angle error at eccentricity e = 0.1 mm, [deg] ±0.38 ±0.25
Circulo 9
Circulo encoder ring Position 1 (inner) Position 2 (outer)
Sensor location (radius) [mm] 24.975 32.475
Wide angle error at eccentricity e = 0.1 mm,
[arcsec]
±826 ±635
Wide angle error at eccentricity e = 0.1 mm, [deg] ±0.23 ±0.18
This table shows that this type of non-linearity is one order of magnitude bigger than the encoder-specific
errors. Thus, it is extremely important to produce encoder-relevant mechanical parts with the highest
precision possible to achieve good encoder accuracy.
1.2.3.3.1.3 Detecting the encoder non-linearity
To inspect the effect of the wide angle error, rotate the encoder ring at a constant velocity that is a multitude
of 60 RPM (60 RPM = 1 Hz).
Since the error has a peak once or more times per mechanical revolution, the frequency of the distortion will
be a multiple of the mechanical rotation frequency (Rotations Per Second, RPS).
The multitude of this frequency indicates the origin of the error:
1 x RPS - Eccentricity of the magnetic ring axis
2 x RPS - Ovality of the magnetic ring
3-8 x RPS - mounting of the magnetic ring (for example amount of the screws used for fixing the ring)
 Loading...
Loading...

